 |
|
Популярные авторы:: Картленд Барбара :: Чехов Антон Павлович :: Громов Дмитрий :: Горький Максим :: Андреев Леонид Николаевич :: Толстой Лев Николаевич :: Твен Марк :: Лесков Николай Семёнович :: Коллектив Рубоард :: СССР Внутренний Предиктор Популярные книги:: Справочник по реестру Windows XP :: Бурый волк :: Пичугин мост :: Мясоеды :: Марсианский прибой :: Течет река Волга… :: Информационный листок украинской фантастики N 17-2003 (157) :: Игры оборотней :: Пять рассказов о знаменитых актерах (Дуэты, сотворчество, содружество) :: Похититель талантов |
Большая Советская Энциклопедия (ЛА)ModernLib.Net / Энциклопедии / БСЭ / Большая Советская Энциклопедия (ЛА) - Чтение (стр. 10)
могут быть сделаны очень малыми - порядка долей
мм.Л. на полупроводниках GaAs, CdS, InAs, InSb, ZnS и др. позволяют почти полностью перекрыть видимый и ближний инфракрасный диапазоны. Полупроводниковые
характеризуются очень высоким кпд преобразования электрической энергии в когерентное излучение (близким к 100%) и могут работать в непрерывном режиме. При температуре жидкого гелия достигается мощность ~ 10
вт,при температуре жидкого азота 4-5
вт.Особенно перспективные инжекционные Л. на гетеропереходах, которые работают в непрерывном режиме при комнатной температуре, создавая мощность ~5Ч10
-2
втпри кпд до 25%.
В полупроводниковых Л. с возбуждением электронным пучком можно возбуждать большие объёмы полупроводников, чем в случае инжекции через р- n-переходы. Пиковая мощность при этом доходит до 1 Мвтпри средней мощности ~ 1 вт.Кпд при электронном возбуждении не может превышать 30%. Общим недостатком всех полупроводниковых Л. является сравнительно невысокая направленность излучения, связанная с их малыми размерами, и трудность получения высокой монохроматичности. Последнее связано с большой шириной спектра спонтанного излучения на рабочих рекомбинационных переходах. Полупроводниковые Л. используются с наибольшей эффективностью в тех случаях, когда требования к когерентности и направленности не очень велики, но необходимы малые габариты и высокий кпд. Полупроводниковые Л. превосходят Л. всех остальных типов плотностью энергии излучения и величиной кпд. Важным качеством полупроводниковых Л. является возможность перестройки частоты излучения и управления световым пучком, т. е. модуляция интенсивности света с постоянной времени ~ 10 -11 сек(см. ) . Применение лазеров.Одновременно с созданием первых Л. начали развиваться различные направления их применений. Создание Л. ликвидировало качественное отличие оптики от радиоэлектроники. Т. о., все радиотехнические методы принципиально могут быть осуществлены и в оптическом диапазоне, причём малость длины волны лазерного излучения открывает ряд дополнительных перспектив. Л. большой мощности позволяют изучать разнообразные явления при взаимодействии света большой интенсивности со средой, ранее совершенно недоступные для эксперимента. В исследованиях молекулярного рассеяния света лазерные источники значительно расширили возможности экспериментальной техники, в частности позволили исследовать свойства жидкого и твёрдого (затухания второго звука, связанные состояния двух ротонов в жидком гелии и т.п.), провести первые исследования кинетики движения некоторых биологических объектов, например простейших бактерий. С помощью коротких и сверхкоротких импульсов можно изучать чрезвычайно быстрые релаксационные процессы в конденсированных средах с временем релаксации ~ 10 -13 сек.Возможность формировать сверхкороткие импульсы света 10 -11- 10 -12 секимеет также очень важное значение для скоростной фотографии и ряда др. методов исследования быстропротекающих процессов. С помощью гелий-неонового Л., обладающего высокой стабильностью частоты, возможно создание единого оптического стандарта длины (длина волны) и времени (частота). Для измерения абсолютного значения частоты гелий-неонового Л. (3,32 мкм) эта частота после преобразования измеряется в ед. частоты (0,074230 10 12 гц) .Это позволяет получить наиболее точное значение скорости света с= 2,99792456,2 + 1,1 м/сек(см. ) . Исключительно высокая эффективная температура излучения Л. и возможность концентрировать энергию в ничтожно малом объёме открыли уникальные возможности испарения и нагрева вещества. Важнейшей задачей является нагрев до температур, достаточных для осуществления ,т. е. получения термоядерной плазмы. Достигнуты температуры 20Ч10 6К. В тех же условиях эксперимента, при соответствующем подборе химического состава испаряемой мишени, удаётся получить точечный источник рентгеновского излучения высокой интенсивности (мощностью ~10 9 втпри длительности импульса в несколько нсек) .Существует возможность создания интенсивных точечных источников нейтронов. Нагрев плазмы лазерным лучом оказался эффективным методом получения многозарядных ионов различных элементов. Впервые в лабораторных условиях получены и исследованы спектры ряда многозарядных ионов, представляющих интерес для астрофизики (см. ) . Мощные Л. начали применяться и в технологии. С их помощью возможны сварка, закалка, резка и сверление различных материалов без возникновения в них механических напряжений, неизбежных при обычной обработке, и с очень большой точностью, вплоть до нескольких длин волн. Обрабатываются материалы любой твёрдости, металлы, ,рубины и т.п. Л. начинают применяться при резке газовых труб и т.п. (см. ) . Большие возможности открываются перед лазерной техникой в биологии и медицине. Лазерный луч применяется не только в хирургии (например, при операциях на сетчатке глаза) как скальпель, но и в терапии. Интенсивно развиваются методы лазерной локации и связи. Локация Луны с помощью рубиновых Л. и спец. уголковых отражателей, доставленных на Луну, позволила увеличить точность измерения расстояний Земля - Луна до нескольких см.Полная затрата энергии при этом порядка энергии, выделяющейся при сгорании десятка спичек. С помощью полупроводникового Л. осуществлена связь со спутником. Разрабатываются лазерные методы геодезических измерений и регистрации сейсмических явлений. Созданы и используются лазерные гироскопы (см. ) и дальномеры. Большое внимание уделяется созданию Л. с перестраиваемой частотой. Существуют различные типы параметрических генераторов света: Л. на вынужденном рассеянии света и полупроводниковые Л., работающие в одномодовом режиме. В результате перекрыт практически весь диапазон от l = 1 ммдо видимой области, причём обеспечивается разрешение 10 -2-10 -3 см -1.Широкое применение подобных Л. в спектроскопии позволит во многих случаях исключить необходимость в монохроматорах, спектрографах и т.п. Особенно большое значение лазерная спектроскопия должна иметь для исследования короткоживущих продуктов, исследования химических реакций, биологических превращений и т.п. Получены обнадёживающие результаты в направленном стимулировании химических реакций. С помощью Л. можно селективно возбуждать одно из собственных колебаний молекулы. Оказалось, что при этом молекулы способны вступать в реакции, которые нельзя или затруднительно стимулировать обычным нагревом. Для реализации всех имеющихся здесь возможностей необходимы мощные Л. с перестраиваемой частотой в ближней инфракрасной области спектра. Новые методы получения инверсии населённости (разряд с принудительной ионизацией) позволили поднять давление в активной среде молекулярных газовых Л. до 10-20 am.При таких давлениях колебательно-вращательные уровни молекул перекрываются вследствие столкновений, что открывает новые возможности перестройки частоты Л. С помощью лазерной техники интенсивно разрабатываются оптические методы обработки передачи и хранения информации (см. ) методы голографической записи информации (см. ) ,цветное проекционное телевидение. Лит.:Квантовая электроника. Маленькая энциклопедия, М., 1969. И. И. Собельман. 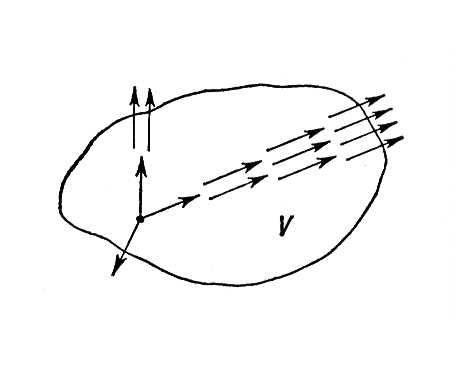
Рис. 3. Усиление световой волны атомами активной среды. 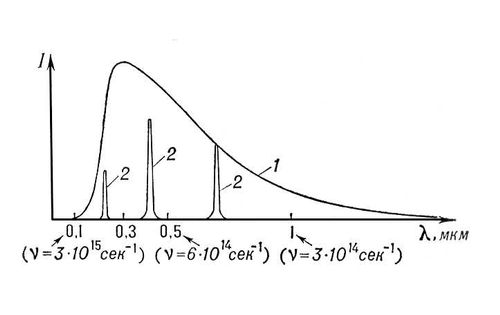
Рис. 1. 1 - спектр излучения абсолютно чёрного тела при температуре Т=10 4К; l - длина волны, n- частота колебаний, I - мощность излучения; 2 - спектральные линии газоразрядного источника света низкого давления при температуре возбуждения атомов или молекул T=10 4К. 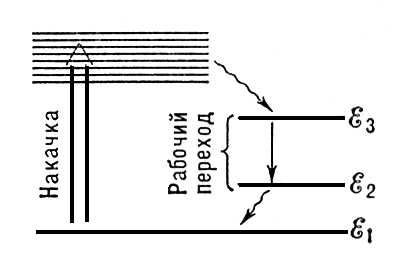
Рис. 7. Типичная схема уровней активной cреды твердотельного лазера непрерывного действия. 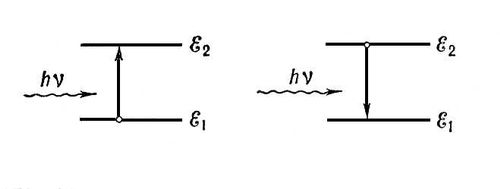
Рис. 2. а - квантовые переходы, соответствующие поглощению волны; б - переходы, соответствующие вынужденному излучению. 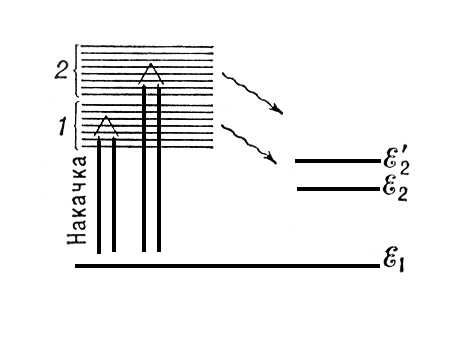
Рис. 6. Структура уровней энергии кристалла рубина. E 1, E 2, E' 2- уровни иона Cr 3+. 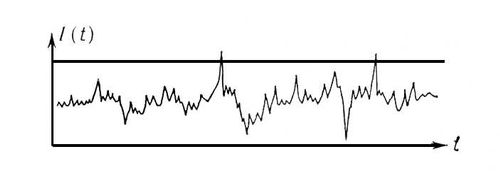
Рис. 9. К ст. Лазер. 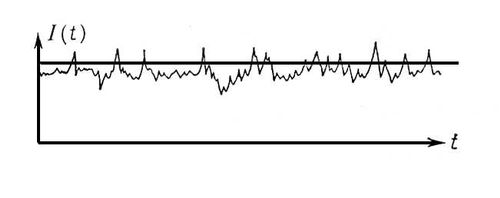
Рис. 8. Интенсивность спонтанного излучения активной среды неодимового лазера как функция времени. Горизонтальная прямая задает интенсивность, просветляющую фильтр. 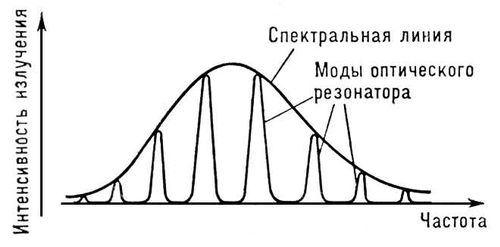
Рис. 5. Моды оптического резонатора. 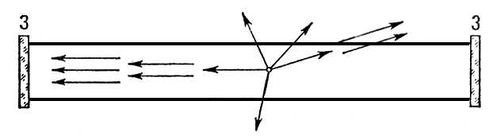
Рис. 4. Активная среда в интерферометре Фабри - Перо. Лазерная локация Ла'зерная лока'ция,см. Лазерная связь Ла'зерная связь,см. . Лазерная технология Ла'зерная техноло'гия, процессы обработки и сварки материалов излучением .В Л. т. применяют твердотельные и газовые лазеры импульсного и непрерывного действия. В большинстве процессов Л. т. используется термическое действие света, вызываемое его поглощением в обрабатываемом материале. Для увеличения плотности потока излучения и локализации зоны обработки применяют оптические системы. Особенности Л. т.: высокая плотность потока излучения в зоне обработки, дающая необходимый термический эффект за короткое время (длительность импульса 1 мсеки менее); локальность воздействия излучения, обусловленная возможностью его фокусировки в световые пучки предельно малого диаметра (порядка длины волны излучения); малая зона термического влияния, обеспечиваемая кратковременным воздействием излучения; бесконтактный ввод энергии в зону обработки и возможность ведения технологических процессов в любой прозрачной среде (вакуум, газ, жидкость, твёрдое тело), через прозрачные окна технологических камер, оболочки электровакуумных приборов и т.д. Наиболее изучены и освоены процессы сварки, сверления и резки. Лазерная сварка ( рис. 1а-г ) может быть точечной и шовной. В большинстве случаев применяют импульсные лазеры, обеспечивающие наименьшую зону термического влияния. С помощью лазерной сварки можно получать высококачественные соединения деталей из нержавеющей стали, никеля, молибдена, ковара и др. Высокая мощность лазерного излучения позволяет сваривать материалы с высокой теплопроводностью (медь, серебро). Возможна лазерная сварка материалов, плохо поддающихся сварке др. методами (вольфрам с алюминием, медь со сталью, бериллиевая бронза с др. сплавами). Плотность потока излучения на поверхности свариваемых деталей в зависимости от их материала находится в пределах 0,1-1 Мвт/см 2.Глубина проплавления материала при сварке импульсным твердотельным лазером может быть 0,05-2 ммпри её отношении к диаметру сварной точки или ширине шва от 0,5 до 5, что делает возможным надёжную сварку деталей толщиной от 0,01 до 1 мм.Оборудование для лазерной сварки обеспечивает работу в следующих режимах: энергия излучения в импульсе 0,1-30 дж,длительность импульса 1-10 мсек,диаметр светового пятна 0,05-1,5 мм.Производительность точечной сварки 60 операций в мин,шовной - 1 м/минпри глубине проплавления 0,5 мм.Наиболее эффективно применение лазера для сварки в труднодоступных местах конструкций, при соединении легкодеформируемых деталей, в условиях интенсивного теплоотвода (например, для материалов с высокой теплопроводностью, при низких температурах и т.д.), а также в тех случаях, когда надо обеспечить минимальную зону термического влияния. Экономически выгодна замена пайки миниатюрных деталей сваркой с помощью лазера, т.к. в этом случае исключается загрязнение свариваемых деталей флюсом, получается соединение более высокого качества, конструкция весит меньше. Области применения лазерной сварки: изготовление электровакуумных и полупроводниковых приборов, интегральных схем, приборов точной механики и т.д. Лазерная сварка позволяет повысить производительность труда в 3-5 раз по сравнению с обычными способами сварки и пайкой. Сверление отверстий лазером ( рис. 2а-г ) возможно в любых материалах. Как правило, для этой цели используют импульсные лазеры с энергией в импульсе 0,1-30 джпри длительности 0,1-1 мсек,плотности потока излучения в зоне обработки 10 Мвт/см 2и более. Максимальная производительность достигается при сверлении отверстий за один импульс с большой энергией (до 30 дж) .При этом основная масса материала удаляется из отверстия в расплавленном состоянии под давлением пара, образовавшегося в результате испарения относительно небольшой части вещества. Однако точность обработки одноимпульсным методом невысокая (10-20% от размера диаметра). Максимальная точность (1-5%) и управляемость процессом сверления достигается при воздействии на материал серии импульсов (многоимпульсный метод) с относительно небольшой энергией (обычно 0,1-0,3 дж) и малой длительностью (0,1 мсеки менее). Возможно сверление сквозных и глухих отверстий с различными формами поперечного (круглые, треугольные и т.д.) и продольного (цилиндрического, конического и др.) сечений. Освоено сверление отверстий диаметром 0,003-1 ммпри отношении глубины к диаметру 0,5-10. Шероховатость поверхности стенок отверстий в зависимости от режима обработки и свойств материала соответствует 6-10 классам чистоты (С6-С10), а глубина структурно измененного, или дефектного, слоя составляет 1-100 мкм.Производительность лазерных установок для сверлений отверстий обычно 60-240 отверстий в мин.Наиболее эффективно применение лазера для сверления труднообрабатываемых др. методами материалов (алмаз, рубин, керамика и т.д.), получения отверстий диаметром менее 100 мкмв металлах, сверления под углом к поверхности. В СССР сверление отверстий лазерным лучом нашло особенно широкое применение в производстве рубиновых часовых камней и алмазных волок. Например, успешно выполняется сверление алмазных волок на установке «Квант-9» с лазером на стекле с примесью неодима ( рис. 3 ). Производительность труда на этой операции увеличилась в 12 раз по сравнению с ранее применявшимися методами. Бесконтактное удаление лазером весьма малых масс материала применяют также при динамической балансировке роторов и при точной подгонке балансов часовых механизмов, что позволяет существенно повысить точность этих операций и увеличить производительность. Лазерную резку материалов ( рис. 4 ) осуществляют как в импульсном, так и в непрерывном режиме. При резке в импульсном режиме непрерывный рез получается в результате наложения следующих друг за другом отверстий. Наиболее широкое применение получила резка (фрезерование) тонкоплёночных пассивных элементов интегральных схем, например с целью точной подгонки значений их сопротивления или ёмкости. Для этого применяют импульсные лазеры на алюмо-иттриевом гранате с модуляцией добротности, лазеры на углекислом газе. Импульсный характер обработки обеспечивает минимальную глубину прогрева материала и исключает повреждение подложки, на которую нанесена плёнка. Лазерные установки различных типов позволяют вести обработку при следующих режимах: энергия излучения 0,1-1 мдж,длительность импульса 0,01-100 мксек,плотность потока излучения до 100 Мвт/см 2,частота повторения импульсов 100-5000 импульсов в 1 сек. В сочетании с автоматически управляющими системами лазерные установки для подгонки резисторов обеспечивают производительность более 5 тыс. операций за 1 ч.Импульсные лазеры на алюмо-иттриевом гранате применяются также для резки полупроводниковых пластин-подложек интегральных схем. Лазеры непрерывного действия на углекислом газе мощностью от нескольких сотен втдо нескольких квтприменяют для газолазерной резки, при которой в зону воздействия лазерного луча подаётся струя газа. Газ выбирают в зависимости от вида обрабатываемого материала. При резке дерева, фанеры, пластиков, бумаги, картона, текстильных материалов в зону обработки подаётся воздух или инертный газ, которые охлаждают края реза и препятствуют сгоранию материала и расширению реза. При резке большинства металлов, стекла, керамики струя газа выдувает из зоны воздействия луча расплавленный материал, Что позволяет получать поверхности с малой шероховатостью и обеспечивает высокую точность реза. При резке железа, малоуглеродистых сталей и титана в зону нагрева подаётся струя кислорода. В результате экзотермической реакции окисления металла выделяется дополнительное тепло, что позволяет значительно повысить скорость резки. Характерные режимы газолазерной резки: мощность излучения 300-1000 вт,плотность потока излучения в зоне обработки 100 квт/см 2,ширина реза 0,3-1 мм,толщина разрезаемого материала до 10 мм;скорость резки зависит от толщины и свойств обрабатываемого материала и может быть от 0,5 до 10 м/мин,для тонких материалов (бумага, ткань) до 50 м/мини более. Достоинства газолазерной резки: простота автоматизации процесса, малая ширина реза и небольшая глубина зоны термического влияния, отсутствие вредных отходов при резке стеклопластиков, оплавление краев реза синтетических текстильных материалов, что препятствует их распусканию. Лазеры на углекислом газе применяют для резки хрупких материалов (стекло, керамика) методом управляемого термического раскалывания. При локальном нагреве материала по траектории движения луча создаются термические напряжения, превышающие предел прочности материала. Возникающая трещина развивается вслед за лучом, траектория которого может иметь сложную форму. Скорость резки достигает нескольких м/мин.Управляемое термическое раскалывание применяется при резке стеклянных трубок в производстве электровакуумных приборов, керамических подложек интегральных схем, для резки листового и фасонного стекла. Применение лазера в других областях. Термическое действие лазерного излучения может быть применено для поверхностного упрочнения (закалка и «залечивание» микродефектов оплавлением) быстроизнашивающихся металлических деталей, например режущего инструмента для создания в производстве .В производстве интегральных схем действие лазера используют для локальной термической диссоциации некоторых металлсодержащих органических соединений при изготовлении плёночных элементов схем; для интенсификации процессов локального окисления и восстановления; для получения тонких плёнок путём испарения материалов в вакууме. В СССР промышленность выпускает лазерные технологические установки различного назначения с лазерами на стекле с неодимом, алюмо-иттриевом гранате, углекислом газе и на др. активных средах. На рис. 5 представлена типичная блок-схема лазерной технологической установки. Дальнейшее развитие Л. т. связано с увеличением мощностей лазеров, что позволит обрабатывать материалы ещё большей толщины. Задачами Л. т. в области обеспечения более высокой точности обработки является разработка эффективных методов управления параметрами излучения, улучшение равномерности распределения интенсивности излучения по сечению пучка, повышение стабильности выходных параметров лазеров, а также детальное изучение физических процессов воздействия лазерного излучения на материалы в различных режимах работы лазеров. Лит.:Действие излучения большой мощности на металлы, М., 1970; Лазерная технология, М., 1970; Технологическое применение газовых лазеров, Л., 1970; Лазерная литография, Л., 1971. М. Ф. Стельмах, А. А. Чельный. 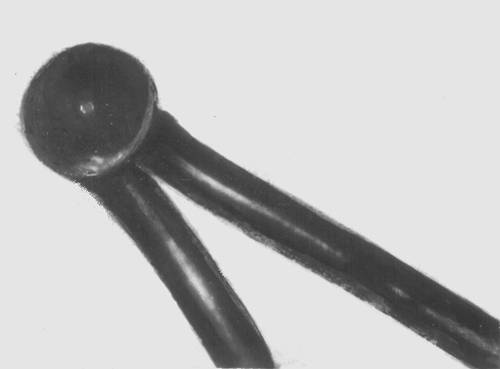
Рис. 1а. Лазерная сварка: медно-константановая термопара, сваренная лучом лазера (диаметр проволоки 0,07 мм). 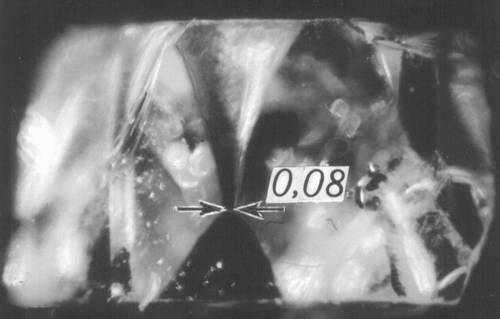
Рис. 2г. Сверление отверстий лазерным излучением: отверстие в алмазной волоке (толщина кристалла 1,2 мм, минимальный диаметр отверстия 0,08 мм). 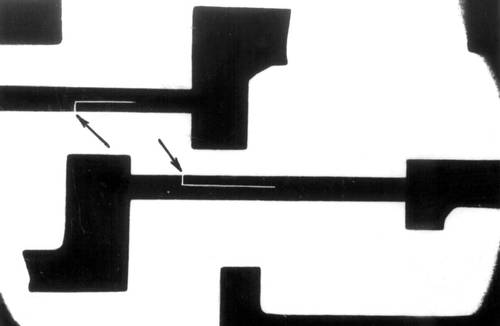
Рис. 4. Лазерная резка: а - резка тонкой хромовой резистивной плёнки с целью подгонки сопротивления (толщина плёнки 0,5 мкм, ширина реза, указанного стрелкой, 50 мкм); б - надрезы на стекле, по которым происходит термическое раскалывание (получены лазером на углекислом газе). 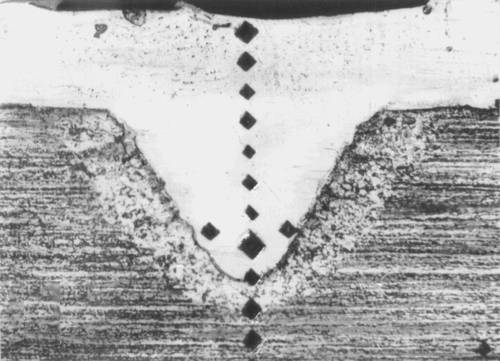
Рис. 1б. Лазерная сварка: микрофотография шлифа сварного соединения никелевой фольги толщиной 0,2 ммс медной пластиной. 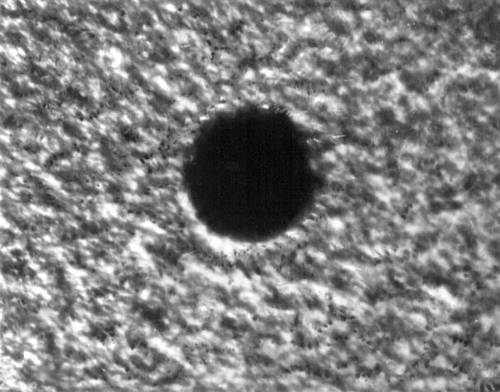
Рис. 2а. Сверление отверстий лазерным излучением: круглое отверстие диаметром 0,1 ммв пластине из феррита толщиной 0,5 мм. 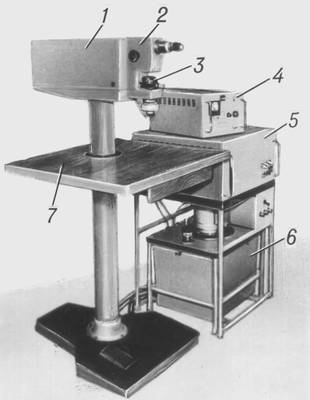
Рис. 3. Лазерная установка «Квант-9» для сверления отверстий в алмазных волоках: 1 - лазерная головка; 2 - оптическая система; 3 - обрабатываемая деталь; 4 - система управления; 5 - источник питания; 6 - система охлаждения; 7 - стол оператора. 
Рис. 1г. Лазерная сварка: полупроводниковые приборы, корпуса которых герметизированы с помощью лазерной сварки. 
Рис. 1в. Лазерная сварка: сварной шов, полученный при сварке листов ковара и нержавеющей стали толщиной 0,3 ммизлучением лазера на алюмо-иттриевом гранате. 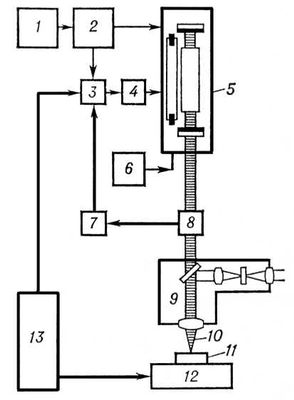
Рис. 5. Типичная блок-схема лазерной технологической установки с твердотельным лазером: 1 - зарядное устройство; 2 - ёмкостной накопитель; 3 - система управления; 4 - блок поджига; 5 - лазерная головка; 6 - система охлаждения; 7 - система стабилизации энергии излучения; 8 - датчик энергии излучения; 9 - оптическая система; 10 - сфокусированный луч лазера; 11 - обрабатываемая деталь; 12 - координатный стол; 13 - система программного управления. 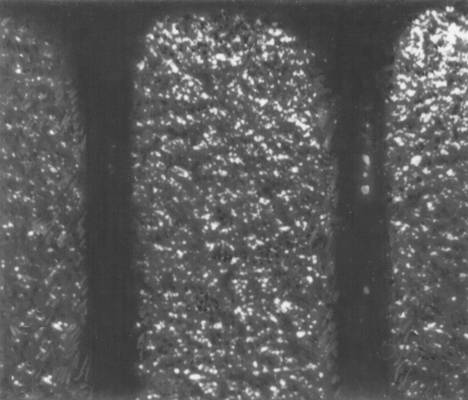
Рис. 2в. Сверление отверстий лазерным излучением: продольное сечение цилиндрических отверстий диаметром 0,05 ммв пластине из феррита. 
Рис. 2б. Сверление отверстий лазерным излучением: фигурное отверстие в пластине из нержавеющей стали толщиной 0,3 мм. Лазерное излучение Ла'зерное излуче'ние(действие на вещество). Высокая мощность Л. и. в сочетании с высокой направленностью позволяет получать с помощью фокусировки световые потоки огромной интенсивности. Наибольшие мощности излучения получены с помощью твердотельных на стекле с примесью Nd с длиной волны излучения l = 1,06 мкми в газовых CO 2- лазерах с l = 10,6 мкм(см. табл.).
Особенности Л. и. привели к открытию целого ряда новых физических явлений, круг которых быстро расширяется по мере увеличения мощности лазеров. Развитое испарение металлов. При воздействии на металлы Л. и. (например, импульсов неодимового лазера, длительностью несколько мсек) с плотностью потока излучения 10 6-10 8 вт/см 2металл в зоне облучения разрушается и на поверхности мишени возникает характерный кратер. Вблизи мишени наблюдается яркое свечение плазменного факела, представляющего собой движущийся пар, нагретый и ионизированный Л. и. Реактивное давление пара, выбрасываемого с поверхности металла, сообщает мишени импульс отдачи ( рис. 1 ). Испарение происходит с поверхности тонкого слоя жидкого металла, нагретого до температуры в несколько тыс. градусов. Температура слоя определяется равенством поглощённой энергии и потерь на охлаждение, связанное с испарением. Роль теплопроводности в охлаждении слоя при этом несущественна. В отличие от обычного испарения, такой процесс называется развитым испарением. Давление в слое определяется силой отдачи пара и в случае сформировавшегося газодинамического течения пара от мишени составляет 1/ 2давления насыщенного пара при температуре поверхности. Т. о., жидкий слой является перегретым, его состояние метастабильным. Это позволяет исследовать условия предельного перегрева металлов, при достижении которых происходит бурное объёмное вскипание жидкости. При нагреве до температуры, близкой к критической, в жидком слое металла может происходить скачкообразное уменьшение электропроводности и он приобретает свойства .При этом наблюдается скачкообразное уменьшение коэффициента отражения света. Облучение твёрдых мишеней.При облучении практически всех твёрдых мишеней миллисекундными импульсами Л. и. с плотностью потока излучения ~ 10 7-10 9 вт/см 2в потоке пара от испаряющеися мишени, как и в предыдущем случае, образуется .Температура плазмы 10 4-10 5К. Таким методом возможно получение значительного количества химически чистой плотной низкотемпературной плазмы для заполнения и для разного рода технологических целей .Испарение твёрдых мишеней под действием Л. и. широко используется в технике (см. ) . При фокусировке на твёрдую мишень наносекундных лазерных импульсов с плотностью потока излучения 10 12-10 14 вт/см 2поглощающий слой вещества разогревается так сильно, что сразу превращается в плазму. В этом случае уже нельзя говорить об испарении мишени, границе раздела фаз и т.п. Энергия Л. и. расходуется на нагревание плазмы и продвижение фронта разрушения и ионизации в глубь мишени. Температура плазмы оказывается столь высокой, что в ней образуются многозарядные ионы, в частности Са 16+и др. ( рис. 2 ). Образование ионов такой высокой кратности ионизации до недавнего времени наблюдалось только в излучении .Образование ионов с почти ободранной электронной оболочкой интересно также с точки зрения возможности осуществления в ускорителях многозарядных ионов ядерных реакций на тяжёлых ядрах. Лазерная искра(оптический пробой газа). При фокусировке в воздухе при атмосферном давлении лазерного луча с плотностью потока излучения ~ 10 11 вт/см 2в фокусе линзы наблюдается яркая световая вспышка ( рис. 3 ) и сильный звук. Это явление называется лазерной искрой. Длительность вспышки в 10 и более раз превосходит длительность лазерного импульса (30 нсек) .Образование лазерной искры можно представить себе состоящим из 2 стадий: 1) образование в фокусе линзы первичной (затравочной) плазмы, обеспечивающей сильное поглощение Л. и.; 2) распространение плазмы вдоль луча в области фокуса. Механизм образования затравочной плазмы аналогичен высокочастотному пробою газов. Отсюда термин - оптический пробой газа. Для пикосекундных импульсов Л. и. (I~ 10 13-10 14 вт/см 2) образование затравочной плазмы обусловлено также многофотонной ионизацией (см. ) .Нагревание затравочной плазмы Л. и. и её распространение вдоль луча (навстречу лучу) обусловлено несколькими процессами, одним из которых является распространение от затравочной плазмы сильной .Ударная волна за своим фронтом нагревает и ионизирует газ, что, в свою очередь, приводит к поглощению Л. и., т. е. к поддержанию самой ударной волны и плазмы вдоль луча (световая детонация). В др. направлениях ударная волна быстро затухает. Т. к. время жизни плазмы, образованной Л. и., значительно превышает длительность лазерного импульса, то на больших расстояниях от фокуса лазерную искру можно рассматривать как точечный взрыв (почти мгновенное выделение энергии в точке). Это объясняет, в частности, высокую интенсивность звука. Лазерная искра исследована для ряда газов при различных давлениях, разных условиях фокусировки, разных длинах волн Л. и. при длительностях импульсов от 10 -6до 10 -11 сек. Лазерную искру можно наблюдать и при значительно меньших интенсивностях, если затравочная поглощающая плазма в фокусе линзы создаётся заранее. Например, в воздухе при атмосферном давлении лазерная искра развивается из электроразрядной затравочной плазмы, при интенсивности Л. и. ~ 10 7 вт/см 2,Л. и. «подхватывает» электроразрядную плазму и за время лазерного импульса свечение распространяется вдоль каустической поверхности линзы. При относительно малой интенсивности Л. и. распространение плазмы обусловлено теплопроводностью, в результате чего скорость распространения плазмы - дозвуковая. Этот процесс аналогичен медленному горению, отсюда термин «лазерная искра в режиме медленного горения». 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45 |
|||||||||||||||||