Домашний мастер - Работы по металлу
ModernLib.Net / Коршевер Наталья / Работы по металлу - Чтение
(Ознакомительный отрывок)
(стр. 3)
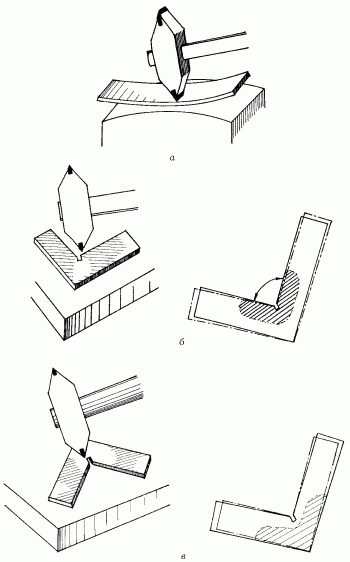
Металл под ударами резинового молотка будет как бы сам искать свое место. При этом на листе образуются едва заметные волны, при шпатлевке и покраске они станут заполняться и способствовать тому, что шпатлевка и краска будут держаться на металле очень крепко. Неровности после покрытия металла совершенно незаметны. Единственная сложность – как изготовить требующуюся плиту-подкладку. В домашних условиях ее действительно изготовить трудно: бугорки обычно получают, прорезая на гладкой плите большое число взаимно пересекающихся и расположенных близко одна от другой канавок. Сделать это можно на строгальном или фрезерном станке, поэтому, если есть такая возможность, лучше ею воспользоваться. Правка закаленного металла (рихтовка) Для правки закаленного металла (рихтовки) мягкие правочные молотки непригодны. Необходим специальный молоток с бойком из закаленного металла или с закругленной узкой стороной. Рихтовочный молоток можно изготовить самому. Для этого в узком бойке молотка необходимо сделать прорезь и плотно запрессовать в нее заточенную под радиусом 0,1–0,2 мм пластинку из твердого сплава ВК6 или ВК8. Закаленный металл правится методом от обратного: удары нужно наносить не по выпуклому, а по вогнутому участку заготовки: она начнет выпрямляться вследствие того, что металл на вогнутой стороне будет растягиваться (рис. 16). Рис. 16. Правка закаленного металла (рихтовка): а – полос; б, в – угольников.
Рихтовку удобнее производить не на плоской плите, а на специальной рихтовочной бабке, которая имеет выпуклую поверхность, перемещая по ней заготовку вверх и вниз. Неразрешимой задачей неопытному слесарю представляется правка плоского угольника, у которого угол изменился и стал больше или меньше 90°. Такие угольники уже не годятся для контроля прямых углов, и, как правило, их выбрасывают. Между тем угольник из закаленного металла можно выпрямить. Если прямой угол уменьшился и составляет менее 90°, то удары молотком нужно наносить по плоскости угольника у вершины внутреннего угла. Если угол увеличился и превышает 90°, удары следует наносить у вершины внешнего угла. После того как металл выправлен, можно приступать к его дальнейшей обработке.
Обработка металла
Обработка металла включает в себя достаточно большое число работ различного вида, но каждая из них начинается с подготовки поверхности, которую предстоит обрабатывать. Что значит обработать металлическую деталь? Прежде всего проверить ее размеры и довести их до той стадии, чтобы деталь прочно села на свое место.
Слесарь не только соединяет готовые детали, но и по мере необходимости изготавливает их сам. Кроме того, он всегда должен быть готов поставить лишнее крепежное соединение, знать, как выправить или притереть детали друг к другу. Эти работы по своей сути универсальны, и выполнять их приходится любому слесарю, независимо от его специализации, будь он хоть слесарь-сантехник или слесарь по ремонту автомобилей.
Основной этап – очистка. Многие детали в механизмах, с которыми приходится иметь дело слесарю, не сопрягаются поверхностями друг с другом, поэтому они сильно подвержены коррозии. Чем чище поверхность детали, тем она меньше будет ржаветь, да и необходимые размеры выдерживать гораздо легче, работая с чистой, а не со ржавой или жирной поверхностью.
Очистка заключается в удалении крупных слоев загрязнений – краски, антикоррозионной смазки, окалины, ржавчины, песка и т. д. Это можно делать обычным путем с применением всевозможных скребков и щеток. Перед сборкой сложных механизмов лучше всего предварительно произвести обдувку деталей, подлежащих сборке, особенно если они имеют пазы, отверстия, глухие полости, в которых чаще всего скапливается пыль, грязь и металлическая стружка. Если нет компрессора, для этой цели можно использовать обыкновенный пылесос, надев на шланг насадку с узким выходным отверстием.
Следующая после очистки операция при работе с металлом – мойка. Она заключается в удалении небольших загрязнений и жировых пленок с помощью моющих средств. Применяющиеся на производственных предприятиях способы мойки в домашних условиях невозможно применить, слесари-умельцы обходятся и без электрохимической, и без ультразвуковой мойки.
В качестве моющих жидкостей применяются чаще всего органические растворители: бензин, керосин, спирт, уайт-спирит, смесь бензина со спиртом. Если деталь загрязнена смолой или нитроэмалью, в процессе мойки можно применить ацетон или смесь спирта с ацетоном. Можно применять также водные растворы щелочей и синтетических поверхностно-активных веществ. Следует помнить, что температура органических растворителей при мойке не должна превышать 30 °C, а их водных растворов быть не выше 45–60 °C.
Если никаких специальных средств под рукой не оказалось, а требуется удалить ржавчину с металлической поверхности, нужно смочить мягкие стальные опилки машинным маслом и с помощью тампона из ветоши протирать ржавую поверхность до металлического блеска. После чего останется только удалить с нее остатки машинного масла.
Коррозия – это окисление металла. Чаще всего процесс коррозии металла приводит к образованию ржавчины на стальных и чугунных поверхностях. Происходит это под воздействием кислорода, входящего в состав воды и воздуха. Возникает коррозия и от соприкосновения металлов с электролитами – растворами кислот, солей и оснований. Значительно усиливается она в районах с повышенной влажностью и очень низкой температурой воздуха.
Коррозия ежегодно съедает до 10 % всех серных металлов. Для того чтобы ее снизить, изобретают антикоррозийные сплавы и покрытия. Например, в Англии разработан метод, который заключается в том, что поверхность покрывается аскорбиновой кислотой, смешанной с молибденовым порошком.
Метод с успехом применяется многими английскими фирмами. В домашних условиях он, пожалуй, недоступен, но чтобы очистить от ржавчины поверхность и уберечь металл от дальнейшей коррозии, можно обойтись и народными средствами.
Ржавчина вполне эффективно удаляется с металлической поверхности шкуркой. Однако нужно сразу сказать, что зачистку поверхности шкуркой и повторное полирование можно применять не всегда, так как точность размеров детали при этом нарушается и внешний вид портится. Можно избавиться от ржавчины на шлифованной или полированной поверхности, если воспользоваться химическим способом удаления ржавчины.
Поверхность нужно сначала обезжирить (например, бензином) и просушить. Затем приготовить раствор, в котором будет 20 % фосфорной кислоты плотностью 1,7 г/см3и 80 % воды.
В раствор нужно добавить 8 % по массе хромового ангидрида и нагреть его до температуры 60–65 °C.
В зависимости от степени коррозии необходимо опустить заржавленную деталь в этот раствор на 10–15 минут. Затем вынуть деталь и нейтрализовать дальнейшее действие раствора – промыть деталь в 5 %-ном растворе кальцинированной соды при температуре 80 °C, а затем в чистой горячей и холодной воде.
Поверхности вновь приобретут первозданный вид. Для предотвращения дальнейшей коррозии обработанные таким способом поверхности нужно законсервировать, покрыв их техническим вазелином.
Разметка металлических заготовок
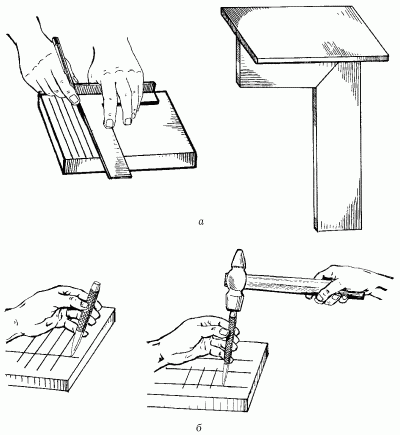
После того как металл выправлен и тщательно очищен, производится разметка той поверхности, которую предстоит обработать. По сути, разметка – это уже слесарная операция, но поскольку в ходе ее заготовка не подвергается непосредственно обработке, то правильнее будет считать ее подготовительной. Что значит разметить заготовку? Это значит, нанести на заготовку разметочные линии, или риски, указывающие границы, до которых необходимо ее обрабатывать, чтобы она превратилась в руках слесаря в нужную деталь. Разметка – очень важный этап слесарной работы. Если деталь размечена неправильно, она просто не станет на свое место в том механизме, который ремонтирует слесарь. Для того чтобы линии разметки прочно держались на металле и не стирались во время его обработки, поверхность, которую предстоит обрабатывать, нужно предварительно окрасить. Для этого лучше всего применять медный купорос: он хорошо держится на зачищенном металле – на тонком слое меди, который образуется на поверхности, риски хорошо заметны. Можно для этой же цели применять краску или лак, разумеется тот, который сохнет быстро. Удобно работать также и с разведенным до густоты молока мелом, в который нужно добавить сиккатив или столярный клей для того, чтобы мел высыхал быстрее и держался на поверхности крепче. Во время окрашивания нужно растирать красящее вещество для того, чтобы оно ложилось по всей поверхности ровным слоем, без пятен. Если заготовка большая, то красить следует только те места, на которые будут нанесены разметочные риски. Часто бывает необходимо расширить отверстие в металле, нанести резьбу или сместить отверстие на несколько миллиметров в сторону, чтобы наметить его центр. В уже существующее отверстие или проем необходимо забить деревянный брусок либо планку с пластинкой из свинца, латуни, белой жести. Прежде чем начать разметку заготовки, необходимо определить ее базу, то есть поверхность, от которой будут отсчитываться все необходимые размеры. Базовой считается та поверхность, которая определяет положение детали относительно других частей механизма. Это могут быть отверстие, основание детали или какая-то иная поверхность. Иногда удобнее отсчитывать размеры детали от оси симметрии, в таких случаях она и принимается за базовую. Разметка на плоскости выполняется в определенной последовательности: сначала нужно нанести горизонтальные линии, затем вертикальные и наклонные. Последними размечаются окружности, дуги и сопряжения – это дает возможность проконтролировать точность разметки прямых линий: сопряжения должны получиться плавными, а дуги – точно замкнуть прямые линии. Научиться проводить точные линии чертилкой несложно, но лучше потренироваться, если делается это впервые. Чертилку во время проведения линии нужно все время прижимать к линейке или угольнику и не менять угол ее наклона, иначе она окажется непараллельной линейке. Наклонена чертилка должна быть в сторону от линейки. Проводить линию нужно движением на себя. Нельзя поводить линию дважды: попасть второй раз на ту же самую линию невозможно – в результате линия окажется двойной. Если качество нанесенной линии не устраивает самого слесаря, то ее следует закрасить и провести заново. Для проведения перпендикулярных линий используют стальной угольник, к короткой стороне которого приварена под углом 90° небольшая металлическая пластина. Такой угольник называется двутавровым. Приложив его к боковой стороне разметочной плиты, можно проводить перпендикулярные линии с достаточно большой точностью (рис. 17). Рис. 17. Приемы разметки заготовок: а – слесарный угольник с пластиной и нанесение рисок с его помощью; б – накернивание разметочных рисок.
Естественно, делать это можно только в том случае, если боковые поверхности плиты соответствующим образом обработаны и выверены под прямым углом к горизонтальной поверхности. Первыми размечаются базовые линии. Например, если базовыми являются центры отверстий, то с них и начинают разметку. Конечно, при построении линий, окружностей, дуг потребуются знания и навыки, которые дает черчение; разметка – это, по сути дела, то же черчение, только на металле. Поэтому слесарю приходится на время становиться чертежником: делить отрезки пополам, проводить перпендикулярные и параллельные линии, строить углы и делить их пополам, делить окружность на равные части и т. д. Гораздо более сложная задача встает перед слесарем, когда ему требуется разметить не одну плоскость, а всю деталь целиком, то есть сделать пространственную разметку заготовок. Здесь не обойтись без знания приемов и методов пространственного черчения. Главная проблема заключается в том, что размеченные плоскости должны быть все увязаны между собой. Прежде всего нужно выбрать базовую поверхность детали, обычно за нее принимается та, которая содержит главные оси детали и к которой можно привязать наибольшее количество осей и плоскостей. Детали, которые приходится порой изготавливать слесарю, слишком различны, чтобы рассказать, как размечается каждая из них. Да это и не нужно, достаточно помнить некоторые важные правила, которыми необходимо руководствоваться при выборе базовой поверхности: – если у заготовки уже обработано несколько плоских поверхностей, базовой выбирают ту из них, которая больше по площади; – если заготовка имеет наружную и внутреннюю поверхности и ни одна из них не обработана, за базовую принимается наружная поверхность; – если у детали не требуется обрабатывать всю поверхность, то базовой должна стать та, которая не будет подвергаться обработке; – если деталь имеет цилиндрическую форму, базовой нужно выбрать поверхность, параллельную оси цилиндра; – если деталь имеет отверстия, за базовую принимается поверхность, параллельная оси отверстия. Чтобы облегчить операцию разметки, деталь на разметочную плиту нужно установить таким образом, чтобы все ее поверхности были перпендикулярны к поверхности плиты или параллельны ей. Для этого можно использовать различные металлические предметы – прокладки, призмы, бруски, кубики, клинья и т. д. Первыми необходимо наносить горизонтальные риски со всех четырех сторон заготовки (в некоторых случаях достаточно с двух противоположных сторон), после этого вертикальные риски, затем дуги, окружности, сопряжения, наклонные линии. После того как риски нанесены, их необходимо накернить, то есть произвести операцию кернения.
Кернениерисок необходимо для того, чтобы они не стерлись, а также чтобы при сверлении отверстия сверло можно было точно установить по направлению его оси. Керн – это небольшое конусное углубление в поверхности металла, которое выполняется с помощью кернера. При операции кернения важно очень точно установить кернер на центр отверстия и при ударе по кернеру молотком не сместить его заостренный конец с нужной отметки. Чтобы этого добиться, нужно ставить кернер, сначала отклонив от себя, чтобы было хорошо видно, что его острие попало на отметку центра, а затем, быстро переведя его в перпендикулярное положение к поверхности, нанести по головке кернера удар молотком. Керны нужно наносить на все разметочные риски по всей их длине на расстоянии 25–30 мм на длинных рисках и 10–15 мм на коротких. На криволинейных участках разметки (сопряжениях, закруглениях и т. д.) керны наносятся еще чаще – на расстоянии 5–10 мм друг от друга. Маленькие окружности достаточно накернивать в четырех взаимно перпендикулярных точках. Большие окружности нужно накернивать в 6–8 местах. Обязательно накерниваются все точки пересечений и сопряжений. На этом подготовительные работы можно считать завершенными и следует переходить к выполнению непосредственно слесарных операций.
Виды слесарных работ
Гибка металла
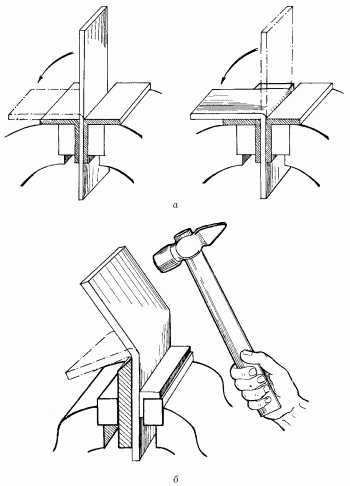
Слесарю очень часто приходится выполнять операцию, связанную с пластическим деформированием металла, – гибку. Ни одна слесарная работа, пожалуй, без нее не обходится. При сгибании металла его волокна испытывают одновременно и сжатие и растяжение. Поэтому в ходе гибки нужно соблюдать определенные правила, чтобы пластическая деформация изгиба не перешла в разрыв: – не следует выбирать радиус загиба меньше, чем толщина заготовки, это может привести к тому, что на металле появятся трещины или он сомнется на внутренней стороне загиба; – не стоит гнуть заготовки из стального прутка диаметром больше 10 мм. Полосовую сталь для такой операции лучше выбрать толщиной до 7 мм, а стальные листы – до 5 мм. Известно, что листовой металл легче гнуть, если его предварительно подогреть. А что делать, если такой возможности нет? Можно обойтись и без подогрева. На внешней поверхности в зоне сгиба необходимо нанести поперечные риски – лист согнется значительно легче. Гнуть слесарю чаще всего приходится либо полосовую сталь, либо трубы. Приемы работы с этими двумя видами металла существенно различаются. Гибка полосовой стали Полосовую сталь удобнее всего гнуть в слесарных тисках. Для этого нужно установить заготовку таким образом, чтобы сторона с нанесенной на нее риской места загиба была обращена к неподвижной губке тисков. Риска должна выступать над губкой примерно на 0,5 мм. Удары наносить следует тоже в направлении неподвижной губки тисков (рис. 18). Рис. 18. Приемы гибки полос: а – порядок гибки; б – гибка острого угла. Рис. 18 (продолжение). Приемы гибки полос: в – изготовление скобы; г – изготовление хомутика.
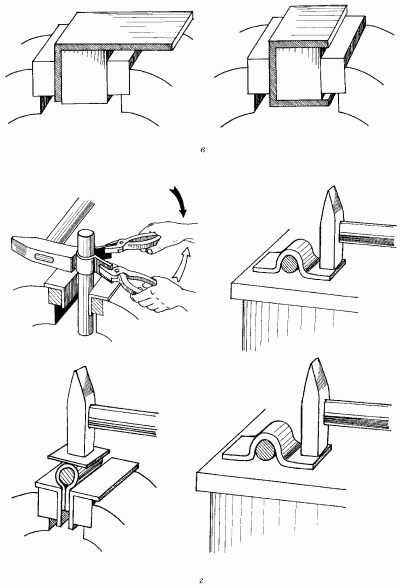
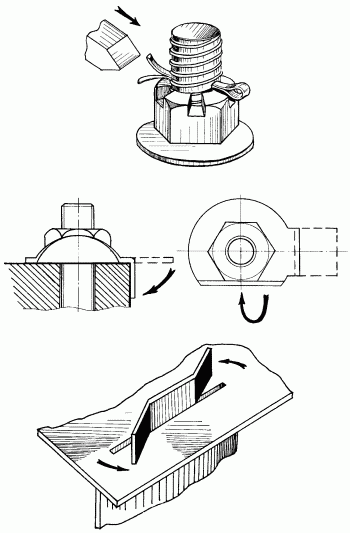
Для того чтобы загнуть полосу под острым углом, необходимо воспользоваться оправкой, которая соответствует требуемому углу загиба. Ее нужно зажать в тисках вместе с заготовкой, расположив высокой стороной к ней, и загнуть ударами молотка. Для изготовления из полосовой стали скобы применяется брусок-оправка, равный по толщине проему скобы. Его нужно зажать в тисках вместе с полосой стали и легкими ударами молотка загнуть одну сторону скобы. Затем вложить брусок внутрь скобы и, снова зажав в тисках, отогнуть другую сторону. Для крепления труб и металлических стержней различного назначения часто используется хомут из полосовой стали. Он также изготавливается на тисках. Для этого нужно взять круглую оправку нужного диаметра, зажать ее в тисках и двумя плоскогубцами загнуть на ней полоску стали необходимой ширины и длины. Затем оправку нужно освободить из губок тисков и, зажав в них отогнутые концы хомутика, придать ему окончательную форму. Лучше наносить удары молотком не по самому хомутику (чтобы не оставить на нем забоев, вмятин и царапин), а через медную пластинку небольшой толщины, которая хорошо перераспределяет усилие удара. Если нужен хомутик полуоткрытый, то его доводку удобно производить на плите. Полосовая гибка часто применяется при гибочных соединениях деталей. Они носят самый различный характер и применяются достаточно широко. Соединение может быть целиком гибочным, когда крепежное усилие создается изгибом одной или обеих деталей, а может играть вспомогательную роль и усиливать, например, резьбовое соединение, как стопорная шайба или шплинт в соединении гайка-болт (рис. 19). Рис. 19. Примеры гибочных соединений при сборке.
Если домашняя мастерская оборудована настольным ручным прессом, имеющим усилие 5–10 кН, то его можно оснастить очень производительными штампами, с помощью которых легко придавать металлическим листам изгиб нужного профиля. На основание пресса устанавливают матрицу с заранее выбранным профилем, а верхнюю силовую часть пресса оборудуют пуансоном, соответствующим форме матрицы (рис. 20). Рис. 20. Гибка заготовок с помощью гибочного штампа.
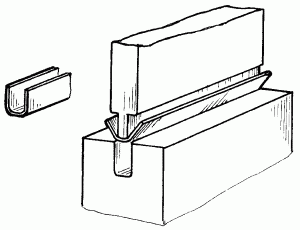
При изготовлении штампов следует помнить, что ширина пуансона должна быть меньше ширины «ручья» матрицы на удвоенную толщину металлической заготовки. В тех случаях, когда требуется изогнуть стальную полосу на ребро, используется роликовое приспособление (рис. 21). Рис. 21. Гибка стальной полосы на ребро.
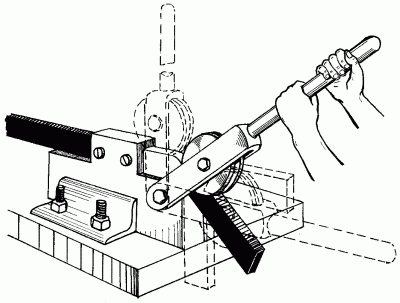
При работе с ним следует учитывать, что верхняя прорезь бруска основания должна точно соответствовать размерам полосы. Кроме того, верхнюю часть полосы, которая будет испытывать деформацию растяжения, а также рабочий ролик нужно смазать маслом. Заготовки из стальных прутков удобно гнуть на простейшем приспособлении, которое представляет собой два штифта различного диаметра, ввернутых в металлическую плиту-основание. Пруток нужно вставить в промежуток между штифтами и оборачивать его вокруг штифта большего диаметра. При необходимости можно использовать молоток (если пруток слишком толстый или короткий). Недостаток этого приспособления в том, что оно позволяет получать изгибы только одного диаметра (соответствующего диаметру большого штифта). Впрочем, при желании его можно усовершенствовать, сделав штифты сменными. Гибка труб При слесарных работах часто требуют замены всякого рода трубочные соединения, которые используются для подвода к различным механизмам масла, воздуха, топлива или воды. Кроме того, домашнему слесарю порой приходится производить ремонт и замену коммуникационных трубопроводов (или сооружение новых, например на дачном участке). При этом в трубопроводах не всегда удается избежать острых и тупых углов (прямой угол можно собрать с помощью всевозможных сгонов, муфт и т. д.), а это значит что придется заниматься гибкой труб. Трудность этой операции заключается в том, что труба при изгибании может сломаться, смяться и заготовка придет в негодность. Чтобы этого не случилось, трубу (если она не оцинкованная) предварительно забивают наполнителем (мелкий сухой песок или расплавленная канифоль) и нагревают в месте изгиба. В некоторых случаях можно наполнить трубу водой и заморозить (естественно, без последующего нагревания). Вместо наполнителя иногда используются плотно навитые стальные пружины, которые загоняются внутрь трубы на место изгиба. Но следует все же учесть, что в нагретом состоянии трубы гнутся значительно легче. До какой температуры нужно нагревать трубы перед тем, как их гнуть? Как ее измерить? Никаких приборов для измерения температуры нагрева не требуется, она определяется визуально, на глаз. Стальные трубы следует нагревать до ярко-красного цвета, алюминиевые – до тех пор, пока не начнет обугливаться приложенная к трубе бумага. Вопрос о том, нужно ли в каждом конкретном случае использовать наполнитель или нет, решается в зависимости от того, какого радиуса изгиб нужно получить. Если радиус меньше 50 мм, то трубы диаметром до 20 мм можно гнуть без наполнителя и в холодном состоянии. Медные и латунные трубы перед гибкой необходимо отжечь в зоне загиба. Если приходится гнуть сварную трубу, то сварной шов (как наиболее уязвимую ее часть) следует расположить так, чтобы он не пришелся ни на растянутую, ни на сжатую сторону. Самое простое приспособление для изгибания труб – металлическая плита с отверстиями, в которых располагаются штифты таким образом, чтобы получить трубу нужной конфигурации, а изгиб – подходящего радиуса. Это напоминает приспособление для гибки металлического прутка. Однако у этого приспособления имеются два очень значительных минуса. Во-первых, не всегда можно добиться чистого изгиба в одной плоскости. А во-вторых, если сгибаемая труба слишком коротка, то может просто не хватить физической силы. Более совершенное приспособление для гибки труб представляет собой вертикально установленную двойную плоскопараллельную пластину, которая имеет кривизну необходимого загиба (рис. 22, а). Рис. 22. Приспособления для гибки труб: а – плоскопараллельная пластина: 1 – плита; 2 – пластина; 3 – хомут; 4 – труба; б – станок Вольнова: 1 – металлический верстак; 2 – изгибаемая труба; 3 – хомут; 4 – съемный ролик-шаблон; 5 – подвижный ролик; 6 – рукоятка со скобой.
Трубу необходимо зажать в хомутике и гнуть вниз по пазу пластины, ширина которого соответствует внутреннему диаметру трубы. Ну и, пожалуй, самым совершенным приспособлением для гибки труб в домашних условиях является специальный станок Вольнова, который не только не даст «убежать» трубе в трехмерное измерение, но и благодаря подвижному ролику и нескольким съемным роликам-шаблонам различных радиусов позволит производить практически все типы изгибов (рис. 22, б). Работает станок Вольнова следующим образом: длинную сторону трубы надо заложить под хомутик верстака, изгибаемое место смазать любым смазочным маслом (для лучшего скольжения подвижного ролика) и загибать короткую сторону. Необходимо отметить, что гибка труб, особенно большого диаметра, ручным способом – операция малопроизводительная и тяжелая, и если есть возможность обойтись без изогнутых труб, то лучше ею воспользоваться.
Рубка металла
Еще одна довольно распространенная слесарная операция – рубка металла (вырубка в заготовке отверстий, прорубка смазочных канавок или просто отсечение лишнего слоя металла от заготовки). Производится рубка на наковальне или на массивной металлической плите. Более мелкие детали для рубки зажимаются в тисках. Следует заметить, что при рубке невозможно достичь высокой точности обработки, ее применяют или для черновой обработки заготовки, или в тех случаях, когда точность обработки не требуется. При работе с зубилом (основным рубящим инструментом) и молотком, в зависимости от цели работы, применяются три вида ударов: – кистевой удар используется для удаления тонкого слоя металла, незначительных неровностей, а также в тех случаях, когда требуется перерубить лист тонкой стали. Кистевые удары следует выполнять в темпе 50–60 ударов в минуту; движется при этом только кисть руки. При замахе рекомендуется разжимать пальцы кисти, удерживая ручку молотка только указательным и большим пальцами, а при ударе кисть сжимать; – локтевой удар имеет большую силу по сравнению с кистевым. Темп ударов чуть замедленный – 40–50 ударов в минуту. При замахе руку рекомендуется сгибать в локте до отказа, безымянный и средний пальцы слегка разжимать. Применяются локтевые удары для прорубания канавок и пазов, а также для снятия слоя металла средней толщины; – плечевой удар наиболее мощный. Сила удара достигается большим замахом, при котором рука движется в плечевом суставе. Пальцы, кисть и локоть должны работать, как и при кистевом и локтевом ударах, но при замахе максимально согнутую в локтевом суставе руку следует поднять таким образом, чтобы кисть оказалась на уровне уха. Темп ударов должен быть еще более замедленным – 30–40 ударов в минуту. Применяются такие удары для обработки больших поверхностей, рубке толстого металла, а также в тех случаях, когда требуется удалить за один проход зубила большой припуск. Качество рубки и безопасность производящего ее слесаря зависят и от того, как держится инструмент. Пальцы на рукоятке молотка должны располагаться на расстоянии 15–30 мм от ее конца, при этом большой палец наложить на указательный. Зубило нужно держать на расстоянии 20–30 мм от его головки, пальцы плотно сжимать не следует. Вероятность соскакивания молотка с головки зубила значительно снижается, если на ее верхнюю часть надеть резиновую шайбу диаметром 50 мм и толщиной примерно 10 мм. При выполнении этого вида слесарных работ важно соблюдать и правильную постановку зубила относительно обрабатываемой заготовки (рис. 23): – при направлении рубки вдоль плоскости губок тисков угол между осью зубила и плоскостью губок должен составлять примерно 45°; – при направлении рубки перпендикулярно к плоскости губок тисков угол наклона зубила относительно заготовки должен быть 30–35°: если угол наклона будет большим, то зубило при ударе уйдет вглубь металла, создав значительную неровность обрабатываемой поверхности; при меньшей величине угла зубило будет скользить по поверхности металла, а не рубить его. Рис. 23. Положение зубила при рубке заготовки в тисках.
Существенное замечание: неопытные слесари при ударе молотком по зубилу смотрят, как правило, на головку последнего, по которой ударяет молоток. Это грубая ошибка, приводящая к снижению качества работы: смотреть нужно на режущую кромку зубила, чтобы контролировать угол наклона и видеть результат каждого удара. Располагая заготовку в тисках, надо следить за тем, чтобы разметочные риски находились точно на уровне губок и не имели перекоса. Вся срубаемая часть металла (стружка) должна быть расположена над уровнем губок тисков. Срубание слоя металла по широкой плоской поверхности В тех случаях, когда предстоит срубать металл на широкой плоской поверхности, располагать заготовку следует таким образом, чтобы разметочные риски выступали над плоскостью губок тисков на 5–10 мм. В данном случае операцию рубки нужно начинать с прорубания канавок шириной 8–10 мм с помощью крейцмейселя (см. рис. 4, б). Он за один проход должен снимать стружку толщиной от 0,5 до 1 мм. Канавки должны быть расположены таким образом, чтобы между ними оставались промежутки шириной в 4/5 длины режущей кромки зубила. После прорубки канавок промежутки между ними вырубаются с помощью зубила. Толщина стружки при этом должна составлять от 1,5 до 2 мм. Осторожности требует рубка хрупких металлов – таких как, чугун, бронза и др. Рубку не следует доводить до края заготовки, так как произойдет скол, если удар будет направлен от центра заготовки к ее краю. Избежать такого дефекта можно двумя способами: во-первых, недорубленное место дорубают с противоположной стороны, направляя зубило острием в сторону заготовки, а головкой к себе, во-вторых, заранее обработав края и сделав скос под углом в 45°. При рубке вязких металлов (мягкая сталь, медь, латунь), режущую кромку зубила рекомендуется смазывать мыльной эмульсией или машинным маслом. Вырубание криволинейных канавок Пазы и криволинейные смазочные канавки нужно прорубать по нанесенным заранее разметочным рискам. Для этого используют крейцмейсель, которым вырубают по 1,5–2 мм металла за каждый проход. Неровности, оставшиеся после работы крейцмейселем, можно удалить канавочником, придав пазам одинаковую ширину и глубину. Некоторые особенности имеет работа при рубке металла по криволинейному контуру. Лучше для такого вида работы использовать крейцмейсель или зубило с закругленным лезвием. Прежде всего необходимо надрубить легкими ударами контур, отступая от разметочных рисок на 2–3 мм, а затем сильными ударами снять металл в пределах контура. Если позволяет толщина листа, то заготовку можно через некоторое время перевернуть и рубить с противоположной стороны, ориентируясь на контур, обозначенный первыми ударами.
Страницы:
1, 2, 3, 4
|
|