 |
|
Популярные авторы:: Андерсон Пол Уильям :: Говард Роберт Ирвин :: Эллисон Харлан :: Лавкрафт Говард Филлипс :: Ломер Кит :: Желязны Роджер :: Дойл Артур Конан :: Гилберт Честертон :: БСЭ :: Шукшин Василий Макарович Популярные книги:: Справочник по реестру Windows XP :: Бурый волк :: Последний коммунист :: Дунайский лоцман :: Птичка певчая :: Шотландский лев :: Тень в зеркале :: Снежная страна :: Злой гений Нью-Йорка [Дело Епископа] :: Лопатка |
Большая Советская Энциклопедия (ЛИ)ModernLib.Net / Энциклопедии / БСЭ / Большая Советская Энциклопедия (ЛИ) - Чтение (стр. 36)
Литейная форма Лите'йная фо'рма, применяемая в литейном производстве форма для получения отливок. В Л. ф. заливают расплавленный материал (металлический или каменный). Материалами для изготовления Л. ф. служат кварцевый песок, бентонит, глина и др. (см. Стержневая смесь, Формовочная смесь) ,а также металлы (см. Литьё в кокиль, Литьё под давлением) . Литейное производство Лите'йное произво'дство, одна из отраслей промышленности, продукцией которой являются отливки,получаемые в литейных формах при заполнении их жидким сплавом. Годовой объём производства отливок в мире превышает 80 млн. т,из которых около 25% приходится на СССР (1972). Методами литья изготовляется в среднем около 40% (по массе) заготовок деталей машин, а в некоторых отраслях машиностроения, например в станкостроении, доля литых изделий составляет 80%. Из всех производимых литых заготовок машиностроение потребляет примерно 70%, металлургическая промышленность - 20%, производство санитарно-технического оборудования - 10%. Литые детали используют в металлообрабатывающих станках, двигателях внутреннего сгорания, компрессорах, насосах, электродвигателях, паровых и гидравлических турбинах, прокатных станах, с.-х. машинах, автомобилях, тракторах, локомотивах, вагонах. Значительный объём литых изделий, особенно из цветных сплавов, потребляют авиация, оборонная промышленность, приборостроение. Л. п. поставляет также водопроводные и канализационные трубы, ванны, радиаторы, отопительные котлы, печную арматуру и др. Широкое применение отливок объясняется тем, что их форму легче приблизить к конфигурации готовых изделий, чем форму заготовок, производимых др. способами, например ковкой. Литьём можно получить заготовки различной сложности с небольшими припусками, что уменьшает расход металла, сокращает затраты на механическую обработку и, в конечном счёте, снижает себестоимость изделий. Литьём могут быть изготовлены изделия практически любой массы - от нескольких гдо сотен т,со стенками толщиной от десятых долей ммдо нескольких м.Основные сплавы, из которых изготовляют отливки: серый, ковкий и легированный чугун (до 75% всех отливок по массе), углеродистые и легированные стали (свыше 20%) и цветные сплавы (медные, алюминиевые, цинковые и магниевые). Область применения литых деталей непрерывно расширяется. Историческая справка.Производство литых изделий известно с глубокой древности (2-1-е тысячелетия до н. э.): в Китае, Индии, Вавилоне, Египте, Греции, Риме отливали предметы вооружения, религиозного культа, искусства, домашнего обихода. В 13-14 вв. Византия, Венеция, Генуя, Флоренция славились своими литыми изделиями. В русском государстве в 14-15 вв. отливались бронзовые и чугунные пушки, ядра и колокола (на Урале). В 1479 построена в Москве «пушечная изба» - первый литейный завод. В царствование Ивана IV созданы литейные заводы в Туле, Кашире и др. городах. В 1586 А. Чохов отлил «Царь-пушку» (около 40 т). При Петре I изготовление отливок увеличилось, были созданы литейные заводы на Урале, Юге и Севере государства. В 17 в. чугунные отливки экспортировались за границу. В России созданы замечательные образцы литейного искусства: в 1735 «Царь-колокол» (свыше 200 т) И. Ф. и М. И. Маториными, в 1782 памятник Петру I «Медный всадник» (22 т) Э. Фальконе,в 1816 памятник К. Минину и Д. М. Пожарскому В. П. Екимовым, в 1850 скульптурные группы Аничкова моста в Петербурге П. К. Клодтом и др. Одна из самых крупных отливок в мире - шабот (нижняя часть, воспринимающая удар) парового молота (650 т) изготовлена в 1873 на Пермском заводе. Известно мастерство литейщиков старых русских заводов - Каслинского, Путиловского, Сормовского, Коломенского и др. Первые попытки научного обоснования некоторых процессов литья сделали в своих работах Р. Реомюр,М. В. Ломоносов и др. учёные. Однако до 19 в. при литье использовали ранее накопленный многовековой опыт мастеров. Лишь в начале 19 в. были заложены теоретические основы литейной технологии, были применены научные методы в решении конкретных производственных задач. Труды Д. Бернулли,Л. Эйлера,М. В. Ломоносова послужили прочной базой для разработки и совершенствования литейной технологии. В работах русских учёных П. П. Аносова,Н. В. Калакуцкого и А. С. Лаврова были впервые научно объяснены процессы кристаллизации,возникновения ликвации и внутренних напряжений в отливках, намечены пути к повышению качества отливок. В 1868 Д. К. Чернов открыл критические точки металлов. Его труды продолжили А. А. Байков,А. М. Бочвар,В. Е. Грум-Гржимайло,позднее Н. С. Курнаков и др. русские учёные. Большое значение для развития Л. п. имели работы Д. И. Менделеева. В годы Советской власти Л. п. развивалось ускоренными темпами: в 1922 впервые налажено производство отливок из алюминиевых сплавов, в 1929 - из магниевых; с 1926 производилась реконструкция существовавших литейных цехов и строительство новых. Строились и вводились в эксплуатацию литейные цехи с высокой степенью механизации, с выпуском отливок до 100 тыс. ти более в год. Одновременно с перевооружением и механизацией Л. п. в СССР проводилось внедрение новой техники, создавались основы теории рабочих процессов и методы расчётов литейного оборудования. В 20-е гг. начала формироваться советская научная школа, основателями которой являются Н. П. Аксенов, Н. Н. Рубцов, Л. И. Фанталов, Ю. А. Нехендзи и др. Технология литейного производства.Процесс Л. п. многообразен и подразделяется: по способу заполнения форм - на обычное литьё, литьё центробежное, литьё под давлением;по способу изготовления литейных форм - на литьё в разовые формы (служащие лишь для получения одной отливки), литьё в многократно используемые керамические или глиняно-песчаные формы, называется полупостоянными (такие формы с ремонтом выдерживают до 150 заливок), и литьё в многократно используемые, так называемые постоянные металлические формы, например кокили, которые выдерживают до нескольких тыс. заливок (см. Литьё в кокиль ) .При производстве заготовок литьём используют разовые песчаные, оболочковые самотвердеющие формы. Разовые формы изготовляют с помощью модельного комплекта и опоки ( рис. 1 ). Модельный комплект состоит из собственно литейной модели,предназначенной для получения в литейной форме полости будущей отливки, и стержневого ящика для получения литейных стержней, оформляющих внутренние или сложные наружные части отливок. Модели укрепляют на модельных плитах, на которых устанавливают опоки, заполняемые формовочной смесью. Заформованную нижнюю опоку снимают с модельной плиты, переворачивают на 180° и в полость формы вставляют стержень. Затем собирают (спаривают) верхнюю и нижнюю опоки, скрепляют их и заливают жидкий сплав. После затвердевания и охлаждения отливку вместе с литниковой системой извлекают (выбивают) из опоки, отделяют литниковую систему и очищают отливку - получается литая заготовка. Наиболее распространено в промышленности производство отливок в разовых песчаных формах. Этот способ применяется для изготовления из различных сплавов заготовок любых размеров и конфигурации. Технологический процесс литья в песчаные формы ( рис. 2 ) складывается из ряда последовательных операций: подготовка материалов, приготовление формовочных и стержневых смесей, изготовление форм и стержней, простановка стержней и сборка форм, плавка металла и заливка его в формы, охлаждение металла и выбивка готовой отливки, очистка отливки, термообработка и отделка. Материалы, применяемые для изготовления разовых литейных форм и стержней, делятся на исходные формовочные материалы и формовочные смеси; их масса равна в среднем 5-6 тна 1 тгодных отливок в год. При изготовлении формовочной смеси используют отработанную формовочную смесь, выбитую из опок, свежие песчано-глинистые или бентонитовые материалы, добавки, улучшающие свойства смеси, и воду. В стержневую смесь обычно входят кварцевый песок, связующие материалы (масло, смола и др.) и добавки. Приготовление смеси производят в определённой последовательности на смесеприготовительном оборудовании;ситах, сушилах, дробилках, мельницах, магнитных сепараторах, смесителях и т. п. Формы и стержни изготовляют на специальном формовочном оборудовании и станках. Насыпанная в опоки смесь уплотняется встряхиванием, прессованием или совместно тем и др. способом. Крупные формы заполняют с помощью пескомётов,реже для изготовления форм используют пескодувные и пескострельные машины. Формы в опоках, заформованные в стержневых ящиках стержни подвергаются тепловой сушке или химическому твердению, например при литье в самотвердеющие формы.Тепловую сушку осуществляют в литейных сушилах, а сушку стержней производят также в нагретом стержневом ящике. Сборка форм состоит из следующих операций: установка стержней, соединение половин форм, закрепление форм скобами или грузами, устанавливаемыми на верхнюю форму и предотвращающими их раскрытие при заливке сплавом. Иногда на форму устанавливают литниковую чашу, изготовленную из стержневой или формовочной смеси. Плавят металл в зависимости от вида сплава в печах различного типа и производительности (см. Плавильное оборудование ) .Наиболее часто литейный чугун выплавляют в вагранках,применяют также электрические плавильные печи (тигельные, электродуговые, индукционные, канального типа и др.). Получение некоторых сплавов из чёрных металлов, например белого чугуна, ведут последовательно в двух печах, например в вагранке и электропечи (т. н. дуплекс-процесс). Заливку форм сплавом осуществляют из заливочных ковшей, в которые периодически поступает сплав из плавильного агрегата. Затвердевшие отливки обычно выбивают на вибрационных решётках или коромыслах. При этом смесь просыпается через решётку и поступает в смесеприготовительное отделение на переработку, а отливки - в очистное отделение. При очистке отливок с них удаляют пригоревшую смесь, отбивают (отрезают) элементы литниковой системы и зачищают заливы сплава и остатки литников. Эти операции проводят в галтовочных барабанах, дробеструйных и дробемётных установках. Крупные отливки очищают гидравлическим способом в специальных камерах. Обрубку и зачистку отливки осуществляют пневматическими зубилами и абразивным инструментом. Отливки из цветных металлов обрабатывают на металлорежущих станках. Для получения необходимых механических свойств большинство отливок из стали, ковкого чугуна, цветных сплавов подвергают термической обработке.После контроля качества литья и исправления дефектов отливки окрашивают и передают на склад готовой продукции. Механизация и автоматизация литейного производства.Большинство технологических операций в Л. п. очень трудоёмко, протекает при высокой температуре с выделением газов и кварцесодержащей пыли. Для уменьшения трудоёмкости и создания нормальных санитарно-гигиенических условий труда в литейных цехах применяют различные средства механизации и автоматизации технологических процессов и транспортных операций. Внедрение механизации в Л. п. относится к середине 20 в. Тогда для приготовления формовочных материалов начали использовать бегуны, сита, рыхлители, а для очистки отливок - пескоструйные аппараты. Были созданы простейшие формовочные машины с ручной набивкой форм, позднее стали применять гидравлические прессы. В 20-х гг. появились и быстро распространились пневматические встряхивающие формовочные машины. На каждой технологической операции стремились заменить ручной труд машинным: совершенствовались оборудование для изготовления форм и стержней, устройства для выбивки и очистки отливок, механизировалась транспортировка материалов и готовых отливок, были внедрены конвейеры, разработаны методы поточного производства. Дальнейший рост механизации Л. п. выражается в создании новых усовершенствованных машин, литейных автоматов и автоматических литейных линий, в организации комплексно-автоматизированных участков и цехов. Наиболее трудоёмкие операции при производстве отливок - формовка, изготовление стержней и очистка готовых отливок. На этих участках литейных цехов в наибольшей степени механизированы и частично автоматизированы технологические операции. Особенно эффективно внедрение в Л. п. комплексной механизации и автоматизации. Перспективными являются автоматические линии формовки, сборки и заливки форм сплавом с охлаждением отливок и их выбивкой. Например, на линии системы Бюрер - Фишер (Швейцария) ( рис. 3 ) изготовление форм, заливка их сплавом и выбивка отливок из форм автоматизированы. Успешно работает установка для автоматической заливки форм сплавом на непрерывно движущемся конвейере ( рис. 4 ). Масса жидкого сплава для заполнения форм контролируется электронным аппаратом, учитывающим металлоёмкость определённой формы. Установка снабжена автоматической смесеприготовительной системой, контроль качества формовочной смеси и регулирование смесеприготовления осуществляются автоматическим устройством (системы «Молдабилити-контроллер», Швейцария). Для финишных операций (очистки и зачистки отливок) применяют проходные барабаны непрерывного действия с дробемётными аппаратами. Крупные отливки очищают в камерах непрерывного действия, вдоль которых отливки передвигаются на замкнутом транспортёре. Созданы автоматические очистные камеры для отливок, имеющих сложные полости. Например, фирмой «Омко-Нангборн» (США - Япония) разработана камера типа «Робот». Каждая такая камера представляет собой независимый механизм для транспортировки отливок, который работает автоматически, выполняя команды, поступающие от так называемых модулей управления, расставленных на монорельсовой транспортной системе. В зоне очистки по заранее заданной программе с оптимальной скоростью вращается подвеска, на которую автоматически навешивается отливка. Двери камеры открываются и закрываются автоматически. При массовом производстве предварительная (черновая) зачистка отливок (обдирка) осуществляется в литейных цехах. Во время этой операции также подготавливаются базы для механической обработки отливок на автоматических линиях в механических цехах. Заключительные операции могут производиться и на автоматических линиях. На рис. 5 показана автоматическая линия японской фирмы «Норитакэ» для зачистки блоков цилиндров автомобиля. Такая линия позволяет обработать 120 блоков за 1 ч. Возможности механизации и автоматизации Л. п. особенно возросли после разработки принципиально новых технологических процессов литья, например изготовление оболочковых форм, или Кронинг-процесс (40-е гг., ФРГ), изготовление стержней отверждением в холодных стержневых ящиках (50-е гг., Великобритания), изготовление стержней с отверждением их в горячих стержневых ящиках (60-е гг., Франция). Еще в 40-е гг. в промышленности начали применять метод изготовления отливок высокой точности по выплавляемым моделям. За относительно короткий срок все технологические операции процесса были механизированы. В СССР создано комплексно-автоматизированное производство литья по выплавляемым моделям с выпуском 2500 тмелких отливок в год ( рис. 6 ). Лит.:Нехендзи Ю. А., Стальное литье, М., 1948; Гиршович Н. Г., Чугунное литье, Л. - М., 1949; Фанталов Л. И., Основы проектирования литейных цехов, М., 1953; Рубцов Н. Н., Специальные виды литья, М., 1955; его же, История литейного производства в СССР, 2 изд., ч. 1, М., 1962; Аксенов П. Н., Технология литейного производства, М., 1957; его же, Оборудование литейных цехов, М., 1968. Д. П. Иванов, В. Н. Иванов. 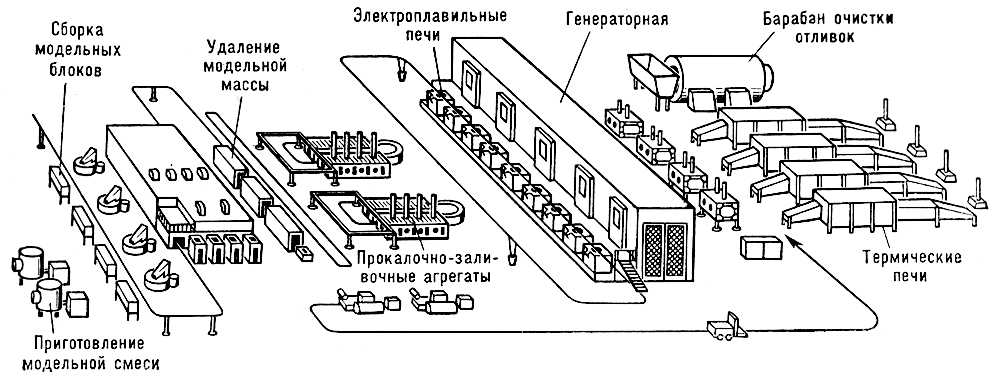
Рис. 6. Комплексно-автоматизированный цех литья по выплавляемым моделям с годовым выпуском 2500 тотливок в год. 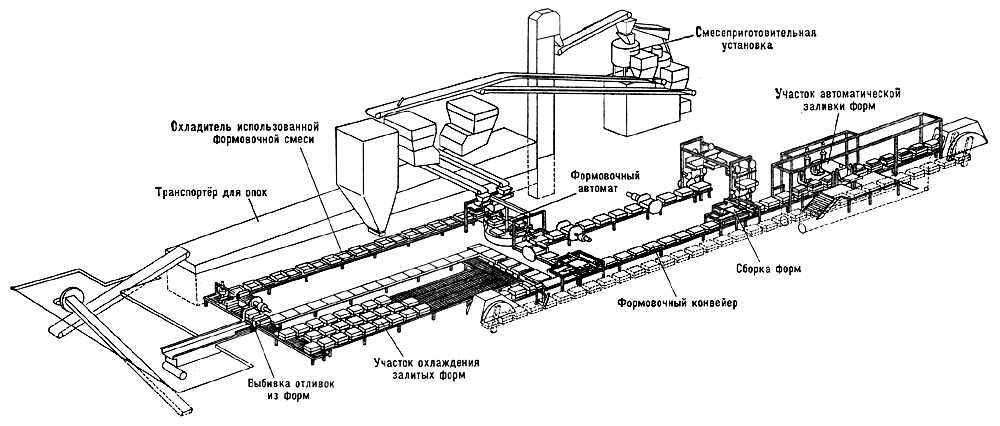
Рис. 3. Автоматическая линия системы Бюрер - Фишер (Швейцария) для изготовления форм, заливки их сплавом и выбивки готовых отливок. 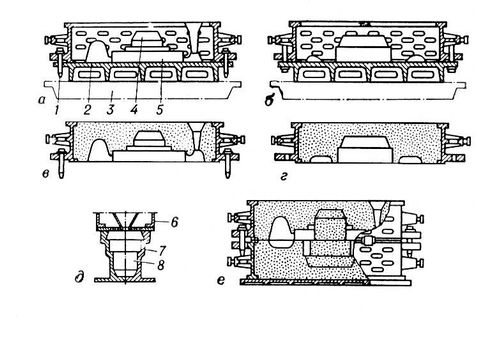
Рис. 1. Основные элементы литейной оснастки при получении отливки в разовой форме: а и б - модельный комплект верхней и нижней полуформы с опокой; в и г - верхняя и нижняя заформованные опоки; д - формовка стержневого ящика; е - литейная форма, подготовленная к заливке; 1 - направляющий штырь; 2 - подмодельная плита; 3 - стол формовочной машины; 4 - стержневой знак; 5 - модель; 6 - головка пескострельной машины; 7 - стержневой ящик; 8 - стержень. 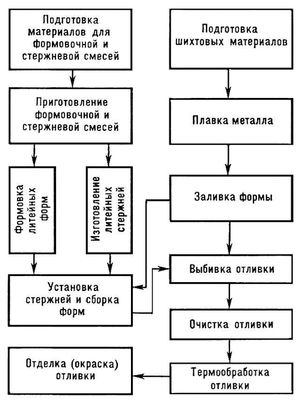
Рис. 2. Основы операции технологического процесса получения отливки в песчаной форме. 
Рис. 4. Установка для автоматической заливки форм на конвейере завода Г. Фишер (Швейцария). 
Рис. 5. Автоматическая линия зачистки блока цилиндров со шлифовальными агрегатами (фирма «Норитакэ», Япония). «Литейное производство» «Лите'йное произво'дство», ежемесячный научно-технический и производственный журнал, орган министерства станкостроительной и инструментальной промышленности СССР и Научно-технического общества машиностроительной промышленности. В 1930-41 выходил под названием «Литейное дело»; с 1941 по ноябрь 1949 не издавался; в дальнейшем выходит под названием «Л. п.». Освещает вопросы теории и практики литейного производства, пропагандирует передовой опыт советских предприятий в области получения высококачественных литейных сплавов, высокопроизводительных технологических процессов производства отливок, комплексной механизации, автоматизации, организации и экономики литейного производства, знакомит с достижениями зарубежного литейного производства. Тираж (1973) 14 тыс. экз. Печатается (полный перевод) в Великобритании под названием «Russian Casting Production» (Birmingham, с 1961). Литейный автомат Лите'йный автома'т, предназначен для выполнения определённой технологической операции или комплекса операций в литейном производстве по заданной программе. Л. а. позволяют повысить производительность труда и обеспечивают высокий уровень стабильности качества продукции. Созданы Л. а. для приготовления и регенерации формовочных и стержневых смесей, изготовления форм и стержней, заливки форм и их выбивки, очистки отливок и т. д. Л. а. широко используются при получении отливок из цветных сплавов методом литья под давлением.Наибольшее распространение получили Л. а. в крупных литейных цехах массового производства. Литейный двор Лите'йный двор, часть доменного цеха, расположенная непосредственно у печи и предназначенная для проведения работ по выпуску чугуна и шлака (см. Доменное производство ) .В современных цехах Л. д. находятся под крышей. К ним примыкают рельсовые пути для чугуновозных и шлаковозных ковшей. До изобретения и внедрения разливочных машин на Л. д. велась и разливка чугуна в изложницы или песочные формы для получения чушек. Литейный стержень Лите'йный сте'ржень, применяемая в литейном производстве отъёмная часть литейной формы,оформляющая преимущественно внутренние полости отливки. В тех случаях, когда конфигурация литейной модели затрудняет её извлечение из литейной формы, Л. с. используют и для формирования наружных частей отливки. Л. с. имеют знаки, которые устанавливают на опорные поверхности - знаки литейной формы. Л. с. изготовляют на стержневых машинах, из специальных стержневых смесей с последующей их сушкой или отверждением, в том числе непосредственно в стержневых ящиках. Литейный чугун Лите'йный чугу'н, выплавляемый в доменной печи чугун,содержащий подавляющую часть углерода в виде свободного графита и имеющий в своём составе кремний до 3,75%; применяется для получения отливок в литейном производстве. Выплавляют коксовый, древесноугольный и специальный Л. ч. В СССР чугун выпускают 6 марок от ЛКО до ЛК5 с содержанием углерода 3,5-4,5%, кремния 0,75-3,75%, которые по содержанию марганца делятся каждая на 3 группы, по содержанию серы - на 3 категории, по содержанию фосфора - на 4 класса. Древесноугольный чугун, выпускаемый в ограниченном количестве, содержит углерода 3,7-4,4%, кремния 1,25-2,75% и значительно меньше фосфора и серы по сравнению с коксовым чугуном. Для отливок особо высокого качества используют так называемый синтетический чугун, получаемый переплавом стальных отходов и собственного возврата и науглероживаемый графитсодержащими материалами. Л. ч. поставляется в чушках и входит в состав шихтовых материалов, используемых в производстве отливок из серого, ковкого, отбелённого чугуна, в том числе легированного чугуна и модифицированного чугуна. Литера Ли'тера[от лат. lit(t)era - буква], брусок прямоугольного сечения (металлический, пластмассовый, деревянный) с рельефным изображением буквы или знака на одной из его сторон. Рельефное или выпуклое изображение служит для воспроизведения букв и знаков полиграфическим способом. При печатании очко покрывают краской и получают оттиск на бумаге. Наиболее распространены металлические Л.; они отливаются из типографского сплава. В Л. различают ( рис .): ножку а, рельефную букву (головку) б, очко в; размеры Л. определяются кеглем г, толщиной ди ростом е(постоянным для всех Л.). 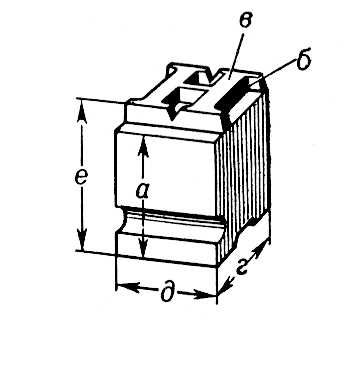
Рис. к ст. Литера. «Литераторские мостки» «Литера'торские мостки'», место погребения многих русских и советских писателей, революционно-общественных деятелей, учёных на Волковом кладбище в Ленинграде. В 1861 рядом с могилой В. Г. Белинского был похоронен Н. А. Добролюбов. С этого времени возникла традиция хоронить литераторов в этом месте. Здесь похоронены И. С. Тургенев, М. Е. Салтыков-Щедрин, Н. С. Лесков, Г. И. Успенский, Г. В. Плеханов, В. И. Засулич, Д. И. Менделеев, И. П. Павлов и др. На «Л. м.» похоронены мать В. И. Ленина и его сестры. В советское время «Л. м.» - отдел Музея городской скульптуры. Сюда перенесены останки Н. Г. Помяловского, А. А. Блока, И. А. Гончарова и многих других писателей, актёров, художников, композиторов, архитекторов. На «Л. м.» находятся памятники работы видных русских и советских скульпторов. Лит.:Нетунахина Г. Д., Удимова Н. И., Ленинградский музей городской скульптуры, 2 изд., Л., 1972; Охотников И. В., Литераторские мостки, 3 изд., Л., 1972. Литература Литерату'ра[лат. lit(t)eratura, буквально - написанное, от lit(t)era - буква], один из основных видов искусства - искусство слова. Термином «Л.» обозначают также любые произведения человеческой мысли, закрепленные в письменном слове и обладающие общественным значением; так, различают Л. научную, публицистическую, справочную, эпистолярную и др. Однако в обычном и более строгом смысле Л. называют произведения художественной письменности. Термин «Л.» (или, как говорили раньше, «изящная Л.» - В. Г. Белинский) сложился сравнительно недавно; начал широко употребляться лишь в 18 в. (вытеснив термин «поэзия», «поэтическое искусство», который ныне обозначает стихотворные произведения Л.). Он был вызван к жизни книгопечатанием, которое сделало «литературную» (т. е. «буквенную», предназначенную для чтения) форму бытия искусства слова основной и, безусловно, господствующей; раньше в силу, в частности, весьма ограниченного количества рукописных книг искусство слова существовало прежде всего для слуха, для публичного исполнения и понималось как искусное осуществление «поэтического» действия средствами особого «поэтического языка» («Поэтика» Аристотеля, древние и средневековые эстетические трактаты Запада и Востока). Л. в собственном смысле - как письменная форма искусства слова - формируется и осознаёт себя с рождением «гражданского», буржуазного общества. Словесно-художественные творения прошедших времён также приобретают в эту эпоху специфически литературное бытие, переживая существ. преобразование в новом - не изустном, а читательском - восприятии. Одновременно происходит разрушение нормативного «поэтического языка» - Л. вбирает в себя все элементы общенародной речи, её словесный «материал» становится универсальным. Постепенно в эстетике (в 19 в., начиная с Гегеля) на первый план выдвигается чисто содержательное, духовное своеобразие Л. и она осознаётся прежде всего в ряду других (научных, философских, публицистических) видов письменности, а не других видов искусства. К середине 20 в. утверждается, однако, синтетическое понимание Л. как одной из форм художественного освоения мира, как творческой деятельности, которая принадлежит к искусству, но вместе с тем как такой разновидности художественного творчества, которая занимает в системе искусств особое место; это отличительное положение Л. зафиксировано в употребительной формуле «литература и искусство». В марксистско-ленинском понимании Л., как и все др. виды искусства, есть специфическая, художественно-образная форма отражения, воспроизведения объективной действительности, род практически-духовного освоения мира. В отличие от остальных видов искусства (живописи, скульптуры, музыки, танца и др.), обладающих непосредственно предметно-чувственной формой, творимой из какого-либо материального объекта (краска, камень) или действия (движение тела, звучание струны), Л. создаёт свою форму из слов,из языка,который, имея материальное воплощение (в звуках и опосредованно - в буквах), действительно постигается не в чувственном восприятии, а в интеллектуальном понимании. Т. о., форма Л. включает в себя предметно-чувственную сторону - определённые комплексы звуков, ритм стиха и прозы (причём, эти моменты воспринимаются в той или иной мере и при чтении «про себя»); но эта непосредственно чувственная сторона литературной формы приобретает реальное значение лишь в её соотношении и взаимодействии с собственно интеллектуальными, духовными пластами художественной речи. Даже самые элементарные компоненты формы (эпитет или метафора, повествование или диалог) усваиваются только в процессе понимания (а не непосредственного восприятия). Духовность, насквозь проникающая Л., позволяет ей развернуть свои универсальные, по сравнению с другими видами искусства, возможности. «Поэзия есть высший род искусства. Всякое другое искусство более или менее стеснено и ограничено в своей творческой деятельности тем материалом, посредством которого оно проявляется... Поэзия выражается в свободном человеческом слове, которое есть и звук, и картина, и определённое, ясно выговоренное представление. Посему поэзия заключает в себе все элементы других искусств, как бы пользуется вдруг и нераздельно всеми средствами, которые даны порознь каждому из прочих искусств» (Белинский В. Г., Полн. собр. соч., т. 5, 1954, с. 7-8, 9). Предметом искусства является человеческий мир, многообразное человеческое отношение к реальности, действительность с точки зрения человека. Однако именно в искусстве слова (и это составляет его специфическую сферу) человек как носитель духовности становится прямым объектом воспроизведения и постижения, главной точкой приложения художественных сил. Качественное своеобразие предмета Л. было замечено ещё Аристотелем, считавшим, что фабулы поэтических произведений связаны с мыслями, характерами и поступками людей. Но лишь в 19 в., т. е. в преимущественно «литературную» эпоху художественного развития, эта специфика предмета Л. была вполне осознана. «Объект, соответствующий поэзии, есть бесконечное царство духа. Ибо слово, этот наиболее податливый материал, непосредственно принадлежащий духу и наиболее способный выражать его интересы и побуждения в их внутренней жизненности, - слово должно применяться преимущественно для такого выражения, которому оно наиболее подходит, подобно тому как в других искусствах это происходит с камнем, краской, звуком. С этой стороны главная задача поэзии будет состоять в том, чтобы способствовать осознанию сил духовной жизни и вообще всего того, что бушует в человеческих страстях и чувствах или спокойно проходит перед созерцающим взором, - всеобъемлющего царства человеческих поступков, деяний, судеб, представлений, всей суеты этого мира и всего божественного миропорядка» (Гегель Г., Эстетика, т. 3, М., 1971, с. 355). Всякое художественное произведение есть акт духовно-эмоционального общения между людьми и вместе с тем новый предмет, новое явление, «сделанное», сотворённое человеком, а также - нечто познанное, открытое им. Эти функции - общения, созидания и познания, равно присущи всем формам художественной деятельности, но разным видам искусства свойственно преобладание той или иной функции. В связи с тем, что слово, язык есть действительность мысли, в формировании словесного искусства, в выдвижении Л. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59 |
|||||||