 |
|
Популярные авторы:: Лавкрафт Говард Филлипс :: Андерсон Пол Уильям :: Эллисон Харлан :: Ломер Кит :: Гилберт Честертон :: БСЭ :: Говард Роберт Ирвин :: Ламур Луис :: Дойл Артур Конан :: Желязны Роджер Популярные книги:: Справочник по реестру Windows XP :: Последний коммунист :: Тень в зеркале :: Бурый волк :: Дао - путь воды :: Смерть, какую ты заслужил :: Шотландский лев :: Снежная страна :: Злой гений Нью-Йорка [Дело Епископа] :: Поминки |
Большая Советская Энциклопедия (ЛИ)ModernLib.Net / Энциклопедии / БСЭ / Большая Советская Энциклопедия (ЛИ) - Чтение (стр. 54)
Оболочковую форму получают одним из двух методов. Смесь насыпают на металлическую модель, нагретую до 300°С, выдерживают в течение нескольких десятков секдо образования тонкого упрочнённого слоя, избыток смеси удаляют. При использовании плакированной смеси её вдувают в зазор между нагретой моделью и наружной контурной плитой. В обоих случаях необходимо доупрочнение оболочки в печи (при температуре до 400°С) на модели. Полученные оболочковые полуформы скрепляют, и в них заливают жидкий сплав. Во избежание деформации форм под действием заливаемого сплава перед заливкой их помещают в металлический кожух, а пространство между его стенками и формой заполняют металлической дробью, наличие которой воздействует также на температурный режим охлаждающейся отливки. Этим способом изготавливают различные отливки массой до 25 кг.Преимуществами способа являются значительные повышение производительности по сравнению с изготовлением отливок литьём в песчаные формы, управление тепловым режимом охлаждения отливки и возможность механизировать процесс. П. П. Берг. Литьё в песчаные формы Литьё в песча'ные фо'рмы, способ получения отливок в разовых литейных формах, изготовленных из песчано-глинистых формовочных смесей (см. Литейное производство ) . Литьё в самотвердеющие формы Литьё в самотверде'ющие фо'рмы, процесс получения отливок, при котором используют литейные формы и стержни, изготовленные из смесей, затвердевающих на воздухе и не требующих сушки или дополнительной обработки внешними реагентами. Самотвердеющие смеси (СС) состоят из наполнителей, связующих материалов, отвердителей, иногда в их состав входит вода. В некоторых смесях один и тот же материал (например, цемент) выполняет роль связующего и обеспечивает самозатвердевание. Применяются неорганические и органические связующие материалы. Используют смеси 3 типов: пластичные - ПСС, жидкие - ЖСС и сыпучие - ССС (термины условные). Стержни и формы из ПСС при изготовлении необходимо уплотнять, ЖСС наливают в стержневые ящики и на модели, ССС почти не требуют уплотнения. В 30-х гг. 20 в. получили распространение ПСС с цементом и кварцевым песком (применяют в литейном производстве, преимущественно в странах Западной Европы). Формы и стержни из них затвердевают на воздухе в течение 24-72 ч.В начале 60-х гг. в СССР были разработаны принципиально новые смеси - ЖСС, состоящие из наполнителей, неорганических или органических связующих материалов, отвердителей и поверхностно-активных веществ (ПАВ). Смеси без ПАВ или с очень малым содержанием ПАВ используются в качестве ПСС и ССС. Большое распространение в СССР и ряде зарубежных стран получили ЖСС и ПСС, включающие в себя жидкое стекло. В них в качестве отвердитсля применяют различные продукты, в частности материалы, в которые входит двухкальциевый силикат (например, шлак феррохромового производства). Длительность затвердевания стержней и форм из этих смесей на воздухе 20-60 мин.Для улучшения выбиваемости СС, содержащих неорганический связующий материал (например, жидкое стекло), иногда вводят небольшое количество специальных (преимущественно органических) добавок. Во всех промышленно развитых странах находят применение смеси с органическими связующими добавками, например, смеси, в состав которых входят искусственные смолы - карбамидно-фурановые, фенолофурановые и фенольные. В составы смесей при их изготовлении вводят отвердители: ортофосфорную кислоту, паратолуолсульфокислоту, бензолсульфокислоту и др. Из этих смесей изготовляют главным образом стержни, которые легко выбиваются из отливок. Время затвердевания стержней на воздухе от 10 до 30 мин.Все типы СС применяют для изготовления форм и стержней преимущественно в индивидуальном, мелкосерийном и крупносерийном производстве для получения отливок практически любой формы и размеров из стали, чугуна и нежелезных сплавов. Разрабатываются смеси с очень коротким циклом затвердевания, соответствующим требованиям массового производства. А. М. Лясс. Литьё по выплавляемым моделям Литьё по выплавля'емым моде'лям, способ получения фасонных отливок из металлических сплавов в неразъёмной, горячей и негазотворной оболочковой форме,рабочая полость которой образована удалением литейной модели выжиганием, выплавлением или растворением. При этом способе литья в пресс-формы (обычно металлические) запрессовывают модельный состав, который после затвердевания образует модели деталей и литниковой системы.Модельный состав удаляют, чаще всего выплавляя его в горячей воде (отсюда и название способа - литьё по выплавляемым моделям ) .Полученные оболочки прокаливают при температуре 800-1000°С и заливают металлом. Способ обеспечивает получение сложных по форме отливок массой от нескольких гдо десятков кг,со стенками толщиной от 0,5 мми более, с поверхностью, соответствующей 4-6-му классам чистоты, и с высокой точностью размеров по сравнению с др. способами литья. Указанные особенности послужили причиной прежних названий способа - точное, или прецизионное литьё. Размеры отливок, полученных Л. по в. м., максимально приближены к размерам готовой детали, вследствие чего за счёт сокращения механической обработки снижается стоимость готового изделия. Методом Л. по в. м. изготовляют художественные отливки, ювелирные изделия, зубные протезы и др. изделия. Этот способ литья, являясь одним из древних, получил широкое промышленное применение в результате совершенствования технологии литейного производства и изучения свойств кремнийорганических соединений. В СССР Л. по в. м. сосредоточено в больших высокомеханизированных цехах, которые производят до 2,5 тыс. тготовых отливок в год. Достижением советской промышленности является создание комплексно-автоматизированного производства Л. по в. м. В. Н. Иванов. Литьё под давлением металлов Литьё под давле'ниемметаллов, способ получения отливок из сплавов цветных металлов и сталей некоторых марок в пресс-формах, которые сплав заполняет с большой скоростью под высоким давлением, приобретая очертания отливки. Этим способом получают детали сантехнического оборудования, карбюраторов двигателей, алюминиевые блоки двигателей и др. Литьё производят на литейных машинах с холодной и горячей камерами прессования (рис.). Литейные формы, называются обычно пресс-формами,изготовляют из стали. Оформляющая полость формы соответствует наружной поверхности отливки с учётом факторов, влияющих на размерную точность. Кроме того, в пресс-форму входят подвижные металлические стержни, образующие внутренние полости отливок, и выталкиватели. При получении отливок на литейных машинах с холодной камерой прессования ( рис. , а, б) необходимое количество сплава заливается в камеру прессования вручную или заливочным дозирующим устройством. Сплав из камеры прессования под давлением прессующего поршня через литниковые каналы поступает в оформляющую полость плотно закрытой формы, излишек сплава остаётся в камере прессования в виде пресс-остатка и удаляется. После затвердевания сплава форму открывают, снимают подвижные стержни и отливка выталкивателями удаляется из формы. При получении отливок на машинах с горячей камерой прессования ( рис. , в) сплав из тигля нагревательной печи самотёком поступает в камеру прессования. После заполнения камеры прессования срабатывает автоматическое устройство (реле времени, настроенное на определённый интервал), а поршень начинает давить на жидкий сплав, который через обогреваемый мундштук и литниковую втулку под давлением поступает по литниковым каналам в оформляющую полость формы и кристаллизуется. Через определённое время, необходимое для образования отливки, срабатывает автоматическое устройство на раскрытие формы, и отливка удаляется выталкивателями. У полученных отливок обрубают (обрезают) заливы (облой), элементы литниковых систем, затем их очищают вручную или на машинах; если необходимо, производят термообработку. Для этого метода литья характерны высокая скорость прессования и большое удельное давление [30-150 Мн/м 2(300-1500 кгс/см 2)] на жидкий сплав в форме. Качество отливок зависит от ряда технологических и конструктивных факторов, например выбора сплава, конструкции отливки, литниковой и вентиляционной систем, формы, стабильности температуры сплава и формы, вакуумирования формы для предупреждения образования пористости и т. д. Метод обеспечивает высокую производительность, точность размеров (3-7-й классы точности), чёткость рельефа и качество поверхности (для отливок массой до 45 кгиз алюминиевых сплавов - 5-8-й классы чистоты). Производительность машин от 1 до 50 заливок в мин.Применяют многогнёздные формы, в которых за 1 заливку изготовляют более 20 деталей. Лит.:Пляцкий В. М., Технология литья под давлением, 3 изд., М., 1957; Беккер М. Б., Литье под давлением,2 изд., М., 1973. М. Б. Беккер. 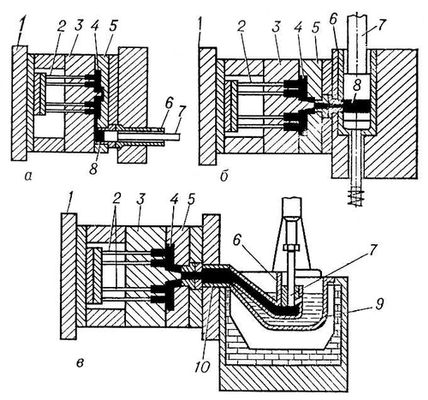
Схемы литья под давлением на машинах с камерами прессования: а - холодной горизонтальной; б - холодной вертикальной; в - горячей; 1 - плита крепления подвижной части формы; 2 - выталкиватели; 3 - подвижная матрица формы; 4 - полость формы (отливка); 5 - неподвижная матрица формы; 6 - камера прессования; 7 - прессующий поршень; 8 - пресс-остаток; 9 - тигель нагревательной передачи; 10 - обогреваемый мундштук. Литьё под давлением полимерных материалов Литьё под давле'ниемполимерных материалов, метод изготовления изделий различной формы из пластических масс ( термопластов и реактопластов ) и резиновых смесей, при котором материал нагревается и размягчается (пластицируется) в обогреваемом цилиндре литьевой машины ( рис .), откуда под давлением червяка или поршня нагнетается в литьевую форму. После остывания материала (для термопластов), отверждения (для реактопластов) или вулканизации (для резиновых смесей) он сохраняет конфигурацию и размеры изделия. Метод пригоден для переработки термопластов в изделия объёмом от 0,1 до 30 000 см 3,а также специально разработанных реактопластов и резиновых смесей в изделия объёмом до 3000 см 3.Преимущества метода по сравнению с другими методами формования изделий из полимерных материалов - высокие производительность и качество изготовляемых изделий. Лит.:Завгородний В. К., Калинчев Э. Л., Махаринский Е. Г., Оборудование предприятий по переработке пластмасс, Л., 1972. В. К. Завгородний. 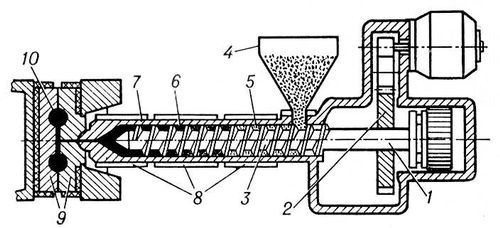
Червячная литьевая машина для полимерных материалов: 1 и 2 - приводы поступательного и вращательного движений червяка; 3 - червяк (при пластикации материала совершает вращательное и медленное поступательное движение вправо; при нагнетании материала в форму - быстрое поступательное движение влево); 4 - бункер; 5 - нагреваемый материал; 6 - расплавленный (пластицированный) материал; 7 - обогреваемый цилиндр; 8 - обогреватели; 9 - литьевая форма; 10 - изделие. Литьё художественное Литьё худо'жественное, наиболее распространённый способ перевода в металл произведений скульптуры, а также изготовления металлических сосудов, настольных приборов, светильников и пр.; художественные произведения, выполненные этим способом. Л. х. зародилось в эпоху освоения человеком способов добычи и обработки металла (см. Бронзовый век ) .С развитием литейного производства Л. х. постепенно выделилось в отдельную отрасль, где художественными задачами диктуются специфические приёмы формовки модели и методы литья (нередко в расчёте на получение одной отливки), выбор металла или сплава для определённого вида изделия. Этим же задачам служит доработка (часто авторская) поверхности отливок (чеканка, гравировка, патинирование, золочение и т. п.), благодаря которой даже тиражируемые изделия приобретают свойства уникального произведения. Основная технология Л. х. вырабатывалась при использовании в качестве исходного материала бронзы (см. Бронза в искусстве), которая с древности и до наших дней - самый употребляемый сплав для художественных изделий. С 4 в. для литья небольших вещей начали обращаться к олову (амулеты из коптских гробниц 4-7 вв.), из которого в 16-18 вв. отливали плакетки, медали и главным образом сосуды (чаши, кубки и т. п.), имитировавшие более дорогое серебро. Благодаря мягкости металла эти изделия имеют скруглённые края, текучий рельеф в изображениях, выполнявшихся преимущественно гравировкой. В 17-18 вв. отливалась парковая скульптура из свинца (Версаль, Петродворец), текучесть которого использовалась для создания эффекта как бы растворённых в воздушной среде контуров фигур и складок одеяний. С 15 в. в Германии, а затем и в др. странах Европы (в России - с конца 17 в.; см. также Каслинское литьё ) развилось Л. х. из чугуна (парковая скульптура, надгробия, решётки, ограды, садовая мебель и пр.). Более массивное, чем бронзовое, но более дешёвое чугунное литьё со свойственной ему выразительностью весомого материала и глухого тона (от светло-серого до густо-чёрного) применяется ныне почти так же широко, как и бронзовое. Лит.:Зотов Б. Н., Формовка художественного литья, М., 1947. И. М. Глозман. Литьё центробежное Литьё центробе'жное, изготовление отливок в металлических формах, при котором расплавленный металл подвергается действию центробежных сил. Заливаемый металл отбрасывается к стенкам формы и, затвердевая, образует отливку. Этот способ литья широко распространён в промышленности при получении пустотелых отливок со свободной поверхностью - чугунных и стальных труб, колец, втулок, обечаек и т. п. В зависимости от положения оси вращения форм различают горизонтальные и вертикальные литейные центробежные машины. Горизонтальные машины ( рис. , а) наиболее часто применяют при изготовлении труб. При получении отливок на машинах с вертикальной осью вращения ( рис. , б) металл из ковша заливают в форму, укрепленную на шпинделе, приводимом во вращение электродвигателем. Центробежная сила прижимает металл к боковой цилиндрической стенке. Форма вращается до полного затвердевания металла, после чего её останавливают и извлекают отливку. Сложные внутренние стенки отливки выполняют при помощи стержней. Стенки форм для отливок со сложной наружной поверхностью покрывают формовочной смесью, которую уплотняют роликами, образуя необходимый рельеф. Отливки, полученные методом центробежного литья, по сравнению с отливками, полученными другими способами, обладают повышенной плотностью во внешнем слое. Лит.:Константинов Л, С., Центробежное литье чугунных отливок, [М.], 1959; Юдин С. Б., Розенфельд С. Е., Левин М. М., Центробежное литье, М., 1962. Н. П. Дубинин.
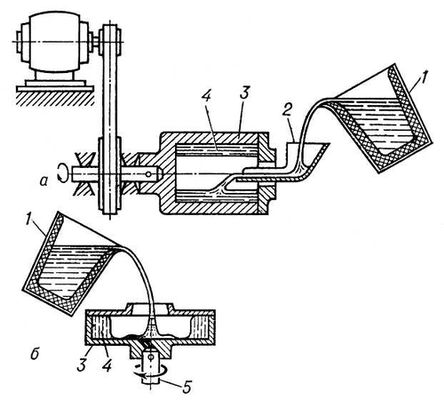
Схема получения отливок способом центробежного литья на машинах с горизонтальной (а) и вертикальной (б) осями вращения: 1 - ковш; 2 - жёлоб; 3 - форма; 4 - отливка; 5 - шпиндесль. Литьевое прессование пластмасс Литьево'е прессова'ние пластма'сс, трансферное прессование, метод изготовления изделий различной формы из реактопластов,при котором материал размягчается (пластицируется) в литьевом цилиндре (тигле), откуда нагнетается в пресс-форму ( рис .), где, отверждаясь, принимает конфигурацию и размеры изделия. В некоторых случаях в тигель может загружаться пластицированный материал из экструдера. Л. п. п. осуществляют на универсальных прессах с одним рабочим плунжером для замыкания пресс-формы и нагнетания в неё материала или на специализированных прессах, у которых замыкание пресс-формы осуществляется одним плунжером, а нагнетание материала - другим. Л. п. п. применяют для формования изделий сложной конфигурации, повышенной точности, с тонкой арматурой и глубокими отверстиями, с большой разницей в толщине стенок. По технологии и оборудованию Л. п. п. занимает промежуточное место между прессованием полимерных материалов и литьём под давлением полимерных материалов. Лит.:Завгородний В. К., Механизация и автоматизация переработки пластических масс, 3 изд., М., 1970. В. К. Завгородний. 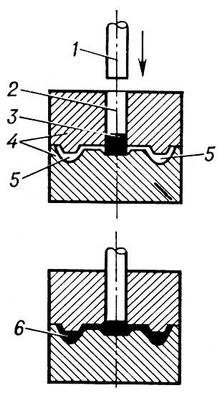
Схема литьевого прессования пластмасс: 1 - плунжер; 2 - литьевой цилиндр; 3 - нагретый материал; 4 - замкнутая форма; 5 - оформляющая полость формы; 6 - изделие. Лиувилль Жозеф Лиуви'лль(Liouville) Жозеф (24.3.1809, Сент-Омер, - 8.9.1882, Париж), французский математик, член Парижской АН (1839). Профессор Политехнической школы (1833) и Коллеж де Франс (1839). Построил теорию эллиптических функций, рассматриваемых им как двоякопериодической функции комплексного переменного; исследовал краевую задачу для линейных дифференциальных уравнений второго порядка (т. н. Штурма - Лиувилля задача ) ,дал доказательство существования и фактическое построение трансцендентных чисел. Установил фундаментальную теорему в механике ( Лиувилля теорему ) ,теорему об интегрировании канонических уравнений динамики. Лит.:Discours, prononcйs aux funйrailles de in. Liouville, «Comptes rendus hйbdomadaires des sйances de L'Acadйmie des sciences de Paris», 1882, t. 95, р. 467-71; Синг Дж. Л., Классическая динамика, пер. с англ., М., 1963. Лиувилля теорема Лиуви'лля теоре'ма, 1) в механике - теорема, утверждающая, что фазовый объём системы, подчиняющейся уравнениям механики в форме Гамильтона (см. Механики уравнения канонические ) ,остаётся постоянным при движении системы. Л. т. установлена в 1838 французским учёным Ж. Лиувиллем. Состояние механической системы, определяемое обобщенными координатами q 1, q 2, ..., q Nи канонически сопряжёнными им обобщёнными импульсами р 1, p 2, ..., p N(где N - число степеней свободы системы), можно рассматривать как точку с прямоугольными декартовыми координатами q 1, q 2, ..., q N, p 1, p 2, ..., p Nв пространстве 2N измерений, называемом фазовым пространством.Эволюция системы во времени представится как движение такой фазовой точки в 2N-мерном пространстве. Если в начальный момент времени фазовые точки непрерывно заполняли некоторую область в фазовом пространстве, а с течением времени перешли в другую область этого пространства, то, согласно Л. т., соответствующие фазовые объёмы равны между собой. Т. о., движение точек, изображающих состояния системы в фазовом пространстве, подобно движению несжимаемой жидкости. Л. т. позволяет ввести функцию распределения частиц системы в фазовом пространстве и является основой статистической физики.
Лит.:Синг Дж. Л., Классическая динамика, пер. с англ., М., 1963; Гиббс Дж., Основные принципы статистической механики, пер. с англ., М., 1946 Леонтович М. А., Статистическая физика, М. - Л., 1944. Д. Н. Зубарев. 2) В теории аналитических функций - теорема, утверждающая, что всякая целая функция,ограниченная во всей плоскости, тождественно равна постоянной. Л. т, названа по имени Ж. Лиувилля, положившего её в основу своих лекций (1847) по теории эллиптических функций; впервые же она была сформулирована и доказана в 1844 О. Коши. Лифляндия Лифля'ндия(нем. Livland), немецкое название Ливонии.Со 2-й половины 16 в., после ликвидации Ливонской конфедерации государств, Л. включала территорию Южной Эстонии и северную часть территории Латвии (до р. Даугавы), подчинённую Речи Посполитой. После Альтмаркского перемирия 1629 Южная Эстония и сопредельная часть Латвии, ограниченная р. Даугавой и её притоком р. Айвиексте, образовали под властью Швеции отдельную провинцию (латышская Vidzeme, эстонская Liivimaa). По Ништадтскому мирному договору 1721 Л. вошла в состав России как Лифляндская губерния. После Великой Октябрьской социалистической революции южная часть губернии была объединена с Латвией, а северная часть - с Эстонией. Население - латыши, эстонцы. Лифляндская рифмованная хроника Лифля'ндская рифмо'ванная хро'ника(нем. Livlдndische Reimchronik), Старшая Лифляндская рифмованная хроника, важный исторический источник для исследования борьбы народов Восточной Прибалтики в 13 в. против агрессии немецких феодалов и католической церкви. Составлена на средненемецком языке в конце 13 в. (12 017 строк в рифмах). Автор - неизвестный член Ливонского ордена, который с 1279 был очевидцем описанных им событий. Л. р. х. является апологией завоевания и восхваляет действия Ливонского ордена. Лит.:Зутис Я., Очерки по историографии Латвии, ч. 1, Рига, 1949. Лифт Лифт(от англ. lift - поднимать), стационарный подъёмник обычно прерывного действия с вертикальным движением кабины или платформы по жёстким направляющим, установленным в шахте. Прообразы Л. имелись в Древнем Риме ещё в 1 в. до н. э., упоминания о Л. относятся к 6 в. (Египет), 13 в. (Франция), 17 в. (Англия, Франция). Первые пассажирские Л. в России были построены в середине 18 в. (Царское Село, усадьба Кусково). В 1793 в Зимнем дворце был установлен винтовой пасс. Л. конструкции И. П. Кулибина.Л. с паровым, гидравлическим, а затем электрическим приводом появились в связи с развитием многоэтажного домостроения в середине 19 в. (например, в 1852 был построен Л. в США). Механизмом подъёма Л. служили лебёдки, гидроцилиндры со штоками и грузовые винты. В 1880 в Германии Л. Сименс построил первый Л. с электрическим приводом и реечным механизмом подъёма; к началу 20 в. получил большое распространение электропривод с канатной тягой. Различают Л. грузовые (общего назначения и специальные - магазинные, тротуарные и др.) и пассажирские (обычные и скоростные). См. табл. Основные технические характеристики лифтов в СССР
В некоторых конструкциях Л. скорость движения кабин достигает 7 м/секпри вместимости до 260 человек, например Л. телевизионной башни Московского телецентра в Останкине. Основные требования, предъявляемые к Л., - безопасность, надёжность, плавность разгона, движения и торможения, точность остановки кабины. Работа Л. не должна сопровождаться высоким уровнем шума и вызывать помехи теле- и радиоприёму. Устройство Л. показано на рис. 1 . Подвешенная на канатах кабина перемещается в проходящей через всё здание шахте. Подъёмный механизм Л. - лебёдка, устанавливаемая в верхней или нижней части здания. Вертикальное положение кабины фиксируют скользящие или роликовые башмаки, которые при движении кабины перемещаются по укрепленным на стенах шахты неподвижным направляющим. Кабины и противовесы для безопасности подвешиваются не менее чем на двух параллельно работающих канатах. Равномерное натяжение канатов обеспечивают пружинные или балансирные подвески. Л. в зависимости от их назначения, высоты подъёма, расположения лебёдок, планировки и конструкции зданий имеют различные кинематические схемы ( рис. 2 ). Основные группы Л.: с непосредственной подвеской кабины и противовеса, с полиспастной подвеской кабины и противовеса, выжимные с полиспастной подвеской кабины. Устройства, обеспечивающие безопасную эксплуатацию Л., - ловители кабины и ограничители скорости, которые останавливают кабину при превышении скорости на 15% и более либо при обрыве или ослаблении канатов. Широко распространены клиновые ловители ( рис. 3 ). При срабатывании механизма включения клинья поднимаются вверх и прижимаются к направляющим. При дальнейшем спуске кабины происходят самозатягивание клиньев и остановка кабины. Ловитель связан с ограничителем скорости, центробежное стопорное устройство которого затормаживает шкив с канатом, когда кабина достигает предельной скорости. При последующем движении кабины ловители приводятся в действие системой тяг. Основной тип привода Л. массового применения - электрический на переменном токе. Наиболее распространена система привода с двухскоростным асинхронным электродвигателем с короткозамкнутым ротором, которая позволяет значительно снижать скорость и обеспечивает точную остановку кабины. Для точной остановки кабин грузовых Л. с монорельсом применяют микропривод. В конструкциях Л. со скоростями более 1 м/секиспользуют специальные системы электропривода на постоянном или переменном токе, которые имеют больший диапазон регулирования скорости при постоянном ускорении. Управление электроприводом Л. (пуск, разгон, замедление, остановка, изменение направления движения) осуществляется пускорегулирующей аппаратурой. Безопасность пользования Л. обеспечивают средства автоматической защиты и блокировок, электрического и механического устройства. При необходимости Л. оборудуют автоматическими дверями, световой сигнализацией, а также двусторонней связью кабины с диспетчерским пультом, обслуживающим одновременно несколько Л. Управление Л. в зависимости от места установки аппаратуры бывает внутренним - из кабины, наружным - с посадочной площадки, смешанным. Часто применяют т. н. собирательное управление. Оно позволяет регистрировать вызовы с этажных площадок и команды из кабины, а затем выполнять их в соответствии с последовательностью расположения этажей при движении кабины вверх и вниз. В высотных зданиях эффективность использования Л. увеличивается при безостановочной доставке пассажиров через ряд этажей на определённый уровень сначала скоростным, а затем на более высокие этажи обычным Л. Общественные и административные здания с большим перемещением пассажиров оборудуются системами парного или группового управления Л. (от трёх до шести). Такие системы предназначены для организации автоматической совместной работы Л. при максимальной производительности и минимальном времени ожидания. Утренний, дневной и вечерний режимы работы могут быть заданы диспетчером или установлены автоматически в зависимости от направления и напряжённости потока движения пассажиров. Типовые конструкции обычных и скоростных пассажирских Л., грузовых Л. применяют для обслуживания доменных печей, нефтеперерабатывающих заводов, телебашен и др. Основные параметры Л., размеры кабин, шахт, машинных и блочных помещений регламентированы ГОСТами, на основе данных которых увязывают механические и строительные части установок, разрабатывают серии унифицированных пассажирских и грузовых Л., обеспечивающих любое архитектурно-планировочное решение зданий. Лит.:Павлов Н. Г., Лифты и подъёмники, М. - Л., 1965; Бродский М. Г., Вишневецкий И. М., Грейман Ю. В., Ремонт, модернизация и эксплуатация лифтов, 2 изд., М., 1968; Электрооборудование лифтов. Каталог-справочник, в. 1-2, М., 1968-69; Монтаж и эксплуатация лифтов, М., 1969. Е. М. Стариков. 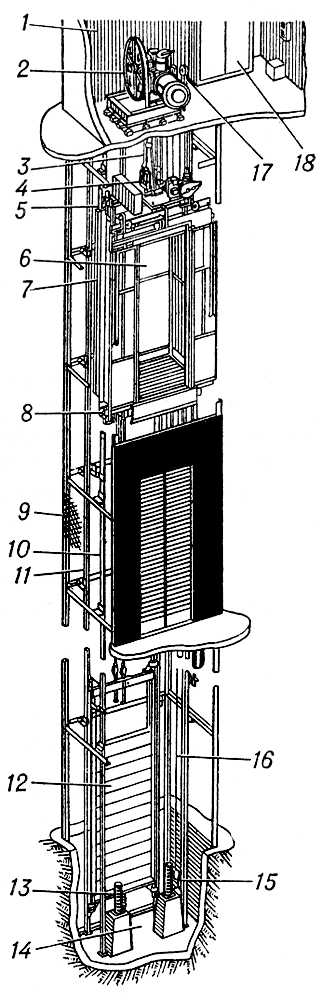
Рис. 1. Схема пассажирского лифта: 1 - машинное помещение; 2 - лебёдка; 3 - рабочие канаты; 4 - подвеска; 5 - ловители; 6 - кабина; 7 - отводка; 8 - башмак; 9 - шахта; 10 - направляющие кабины; 11 - направляющие противовеса; 12 - противовес; 13 - буфер; 14 - приямок; 15 - натяжной блок; 16 - канат ограничителя скорости; 17 - ограничитель скорости; 18 - магнитная станция. 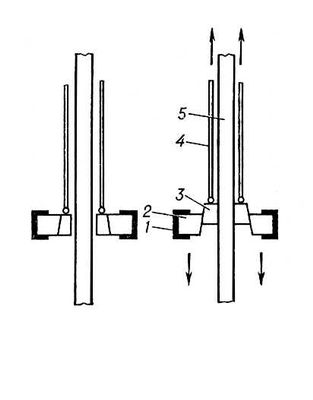
Рис. 3. Схема клинового ловителя: а - положение клиньев до включения ловителей; б – положение клиньев после включения ловителей: 1 – балки каркаса; 2 – башмаки; 3 – клинья; 4 – тяги механизма включения ловителей; 5 – направляющая. 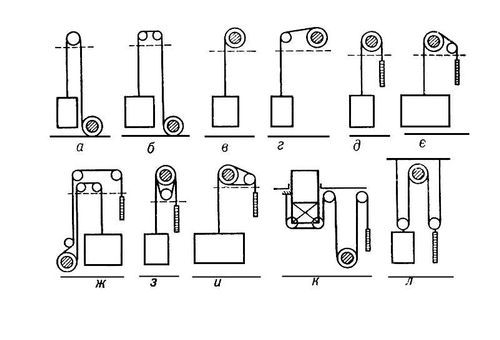
Рис. 2. Кинематические схемы лифтов: а и б - с нижним расположением лебёдки; в и г - с верхним расположением лебёдки; д и е - с верхним расположением лебёдки и противовесом; ж - с нижним расположением лебёдки и противовесом; з и и - с верхним расположением лебёдки с канатоведущим шкивом и контрблоком; к - выжимного; л - с полиспастной подвеской кабины и противовеса. Лифшиц Евгений Михайлович Ли'фшицЕвгений Михайлович [р. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59 |
|||||||||||||||||||